

Heat treatment method for steel
A heat treatment method and steel technology, applied in the field of metallurgy, can solve problems such as reducing the quality of heat treatment products, and achieve the effects of good hot hardness and high wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
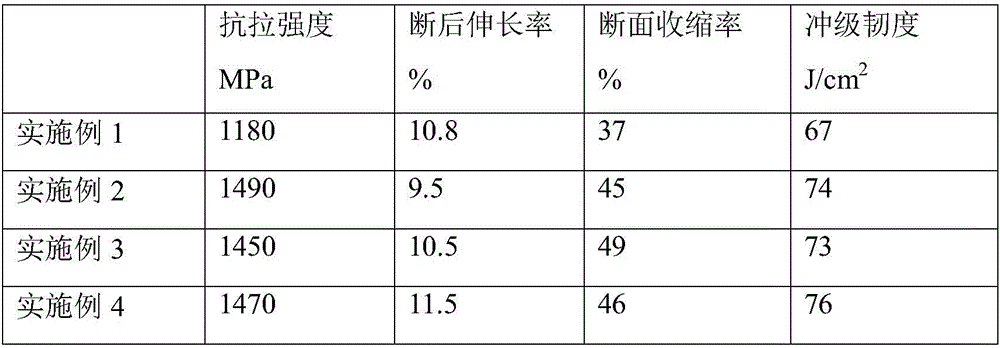
Embodiment 1
[0012] The steel is heated to 860°C for 1 hour, cooled to 720°C for 2 hours; then general annealing is performed, cooled to below 550°C and released from the furnace, and then the first preheating is to raise the temperature to 600°C and hold for 2 hours; the second preheating The heat was raised to 800°C and held for 2 hours. The temperature is raised to 1220°C for 0.5 hours, and then quenched. The quenching medium is a mixture of white oil, sodium nitrate, and sodium nitrite (the mass ratio of white oil: sodium nitrate: nitrous acid is 10:1:2), and immediately after quenching For tempering, the first tempering is 560°C for 1 hour; the second tempering is 550°C for 1.5 hours; the third tempering is 560°C for 1 hour.
Embodiment 2
[0014] Heating the steel to 860°C for 1 hour, cooling to 750°C for 2 hours; then performing general annealing, cooling to below 550°C, and then the first preheating is to raise the temperature to 650°C and hold for 2 hours; the second preheating The heat is raised to 850°C and maintained for 2 hours. The temperature is raised to 1220°C for 0.5 hours, and then quenched. The quenching medium is a mixture of white oil, sodium nitrate, and sodium nitrite (the mass ratio of white oil: sodium nitrate: nitrous acid is 10:1:2), and immediately after quenching For tempering, the first tempering is 560°C for 1 hour; the second tempering is 550°C for 1.5 hours; the third tempering is 560°C for 1 hour.
Embodiment 3
[0016] Heating the steel to 880°C for 2 hours, cooling to 720°C for 2 hours; then performing general annealing, cooling to below 550°C, and then the first preheating is to raise the temperature to 600°C and hold for 2 hours; the second preheating The heat was raised to 800°C and held for 2 hours. The temperature is raised to 1280°C for 1 hour, and then quenched. The quenching medium is a mixture of white oil, sodium nitrate, and sodium nitrite (the mass ratio of white oil: sodium nitrate: nitrous acid is 10:1:2). Immediately after quenching For tempering, the first tempering is 560°C for 1 hour; the second tempering is 550°C for 1.5 hours; the third tempering is 560°C for 1 hour.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More