

Integral seal punch molding method of nuclear power pressure container
A stamping forming and pressure vessel technology, which is applied in the field of stamping forming of the integrated head of the pressure vessel used in nuclear power, can solve the problems of poor quality stability in the stress area, rising manufacturing costs, complicated welding process, etc., and achieve stable comprehensive mechanical properties and eliminate Internal stress, improve the effect of comprehensive mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
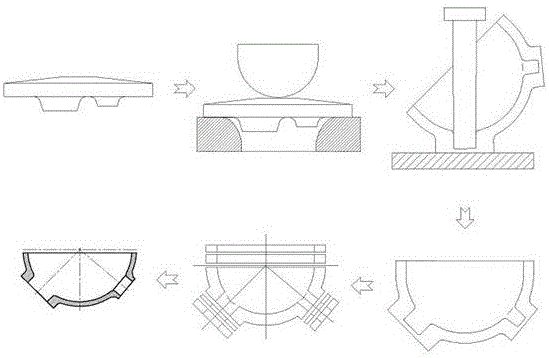
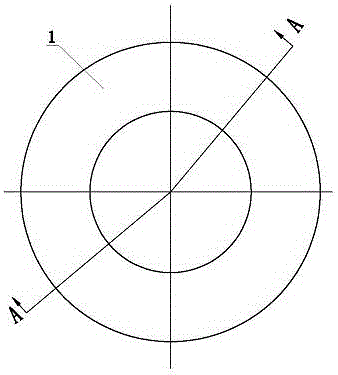
[0030] In this process step, firstly select such as figure 2 , image 3 and Figure 4 As shown in the head slab, the material of the head slab is 508-3 steel.
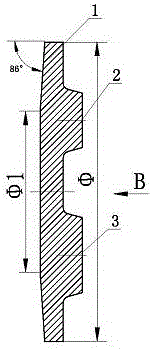
[0031] Rough processing of slab: Carry out preliminary machining on the head slab to facilitate the rough forming of the next head. First, the outer periphery of the slab is turned to remove the burr and concave-convex surface of the slab to form a circular plate-shaped slab; milling is used The four conical surfaces and the end faces of the four circular platforms on the reverse side of the head slab are machined by other machining methods; the front of the slab is turned by turning and other machining methods to form a circular table with a large cone angle on the front of the slab. The conical angle of the conical table is controlled at 170°-175°, and the conical angle of the conical table is the angle between the two busbars on the same plane. The ratio of the upper and lower diameter φ1 of the large cone angle...
Embodiment 2
[0040] Still choose to have in this embodiment figure 2 , image 3 and Figure 4 For the head slab of the structural shape shown, the material of the head slab is still 508-3 steel, but the outer dimension and weight of the head slab in this embodiment are larger than the head slab in Embodiment 1.
[0041] Rough machining of the slab: firstly, the outer periphery of the slab is turned to remove the burr and concave-convex surface of the slab, thereby forming a circular plate-shaped slab; using milling and other machining methods to machine the four conical surfaces and Its end face; the front of the slab is turned by turning and other machining methods to form a circular table surface with a large cone angle on the front of the slab. The cone angle of the circular table is controlled at 170°-175°. The slab body of the head slab The ratio of the upper and bottom diameter φ1 of the upper large cone angle circular table to the outer diameter φ of the slab main body is: φ1 / φ=1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More