

Welding repair method for surface defects of centrifugal composite roller
A centrifugal composite, roller shaft technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of easy occurrence of pores, slag inclusion, shrinkage, affecting the quality of product appearance, and can not guarantee the shaft strength, etc., to achieve improvement. Welder labor intensity and environment, small product deformation, and the effect of improving the quality of finished products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0019] Embodiments of the present invention are further described below in conjunction with the accompanying drawings:
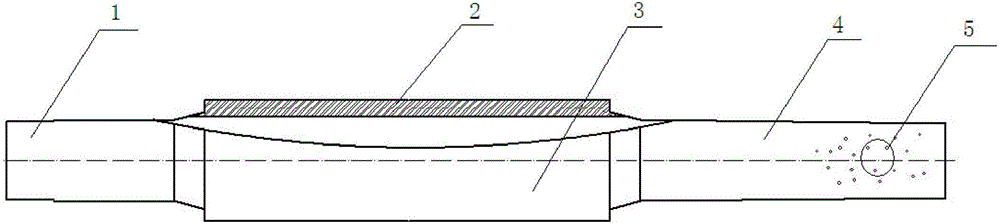
[0020] A welding repair method for surface defects of a centrifugal composite roll shaft, the specific method is as follows:
[0021] 1) Welding repair specification: use small-diameter Z308 nickel-based cast iron electrode, the welding repair current adopts DC reverse connection, that is, the workpiece is connected to the negative electrode, and the welding current is I=(29~34)×d, 2mm<d<5mm.
[0022] In the formula: I—indicates the welding current; d—indicates the diameter of the electrode.
[0023] Small diameter Z308 nickel-based cast iron electrode, the welding core contains high nickel content, and the coating contains graphite. At room temperature, the weld metal with austenite structure can be obtained, with high tensile strength and good crack resistance.
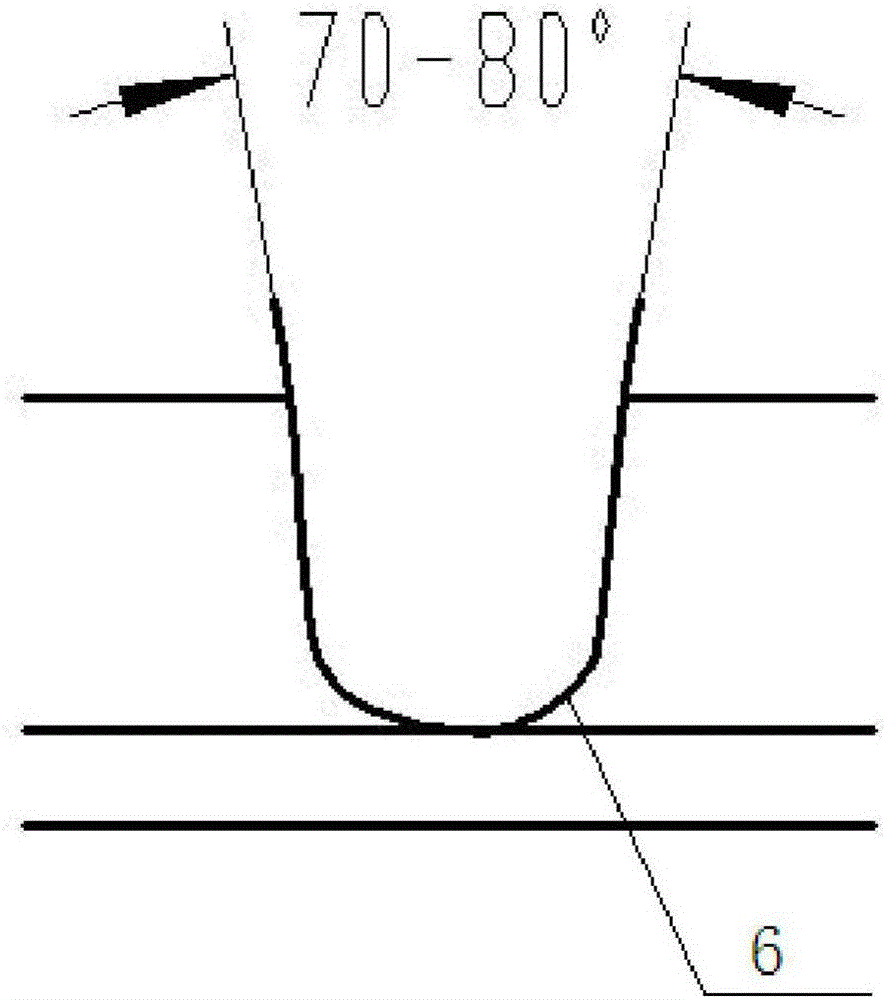
[0024] 2) Grinding the groove: Grind the groove on the defect of the roll shaft. The groove i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More