

High-specific-strength and high-specific-modulus aluminum alloy material, preparation method thereof and component machined by material
A technology of aluminum alloy materials and alloy materials, which is applied in the field of aluminum alloy materials and their preparation and processing, to achieve the effect of superior material performance, moderate price, and improved strength level
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
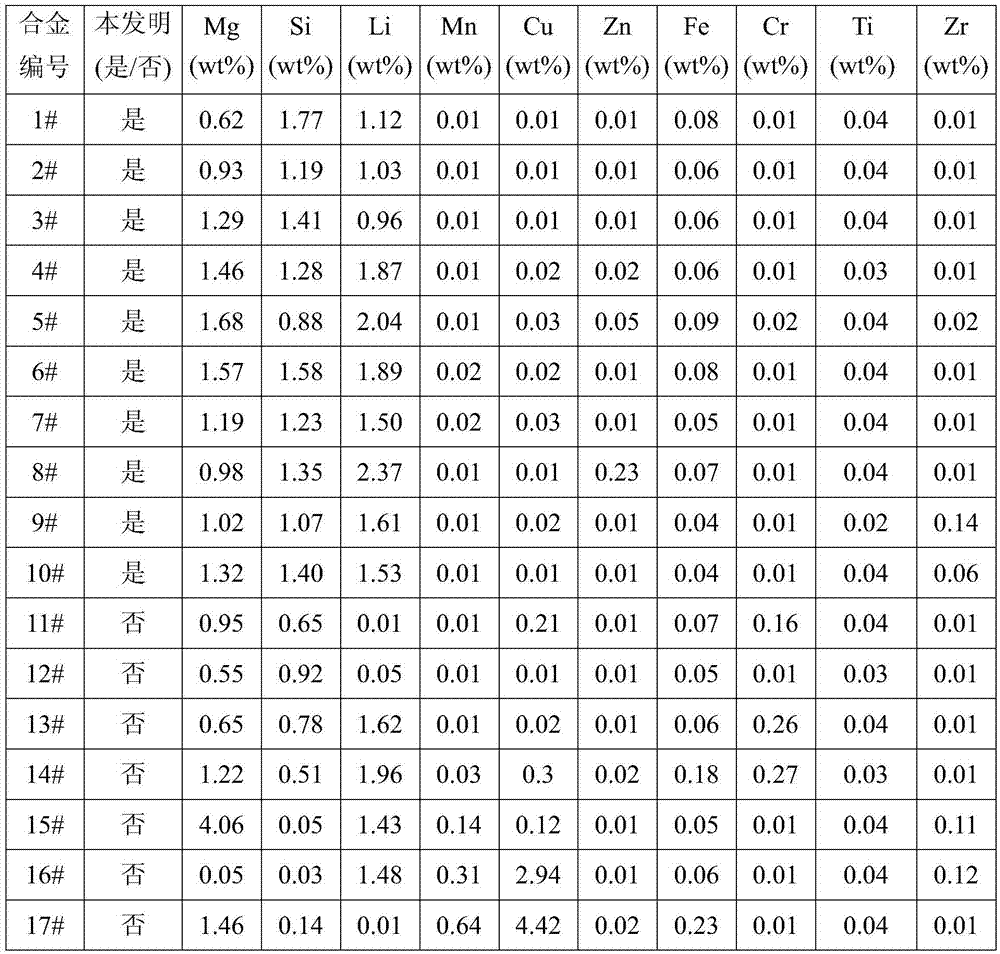
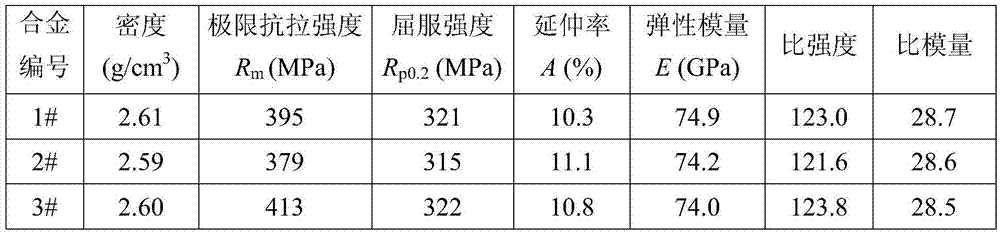
[0036]The alloys were prepared on a laboratory scale, and the composition of the alloys is shown in Table 1. A small square ingot of 70×250×360mm was prepared through well-known alloy melting, degassing and inclusion removal, and simulated semi-continuous casting conditions. in a salt bath, followed by slow cooling in air. After peeling and sawing, a hot-rolled billet of 50×220×300mm is obtained. The hot-rolled billet is preheated at 480±10°C for 6 hours, and then rolled and deformed into a thin plate with a cross-section of 2.5mm×250mm. After these alloy sheets are cut to length, solution heat treatment is carried out at (470±5°C / 0.1h)+(500±5°C / 1h)+(535±5°C / 0.2h), and the heating rate between the two stages shall not exceed 60°C / h; water quenching immediately after the solution treatment, and stretching and bending treatment within 4 hours, the deformation is controlled between 1.0-2.0%; after the completion of the tension and leveling treatment, the strip is subjected to a ...
Embodiment 2
[0044] Aluminum alloy extruded rods were prepared in the laboratory, and the composition of the experimental alloy is shown in Table 3. Through well-known alloy melting, degassing, removing inclusions, and simulating semi-continuous casting conditions to prepare Φ200mm round ingots, the ingots are cast in a muffle furnace (420±10°C / 12h)+(500±5°C / 8h)+(530±5℃ / 12h) homogenization annealing treatment, air cooling, after peeling, milling and sawing, a Φ160mm billet is obtained. Preheat the billet at 445±10°C for 4 hours, and then extrude it into an extruded rod with a cross-section of Φ20mm on a 600-ton extruder. Subsequently, the rod is subjected to a single-stage solution heat treatment at a temperature of (550±5°C / 0.5h) in a salt bath, and immediately after water quenching, tensile deformation and straightening are performed, and the deformation is controlled within 1.25-2.50%; After the tension-leveling treatment is completed, the alloy extruded rods are subjected to natural ...
Embodiment 3
[0051] Alloy 6# of the present invention and comparative common alloys 11#, 16#, 17# were selected, and the alloy was prepared under pilot test conditions. Through alloy smelting, refining, degassing and impurity removal, and semi-continuous casting, a slab ingot with a thickness of 160mm is prepared. After homogenization heat treatment at 525±10°C / 18h, a rolled deformed billet with a thickness of 120mm is obtained after peeling and sawing. The billet is preheated at 480±10°C for 4-8 hours, the initial rolling temperature is 450°C, and finally a plate with a thickness of about 18mm is obtained after 7-13 passes, and the final rolling temperature is 375°C. Subsequently, a two-stage solution heat treatment of temperature (505±5°C / 1h) + (540±5°C / 0.5h) is carried out in a roller hearth quenching furnace, and 1.5-2.0% tensile deformation treatment is carried out immediately after spray quenching, The strip is subjected to natural aging treatment for 48h, and then the alloy plate is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More