

Method for preparing toughened 24 CrNiMo alloy steel through selective laser melting technology
A technology of laser selective melting and alloying steel, applied in the field of materials, can solve problems such as poor toughness, achieve the effect of reducing cracks, simple and reliable method, and improving the matching relationship between strength and toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] The toughened 24CrNiMo alloy steel parts are prepared by laser selective melting technology, and the specific steps are as follows:
[0043] Step 1: Preparation of Composite Powder
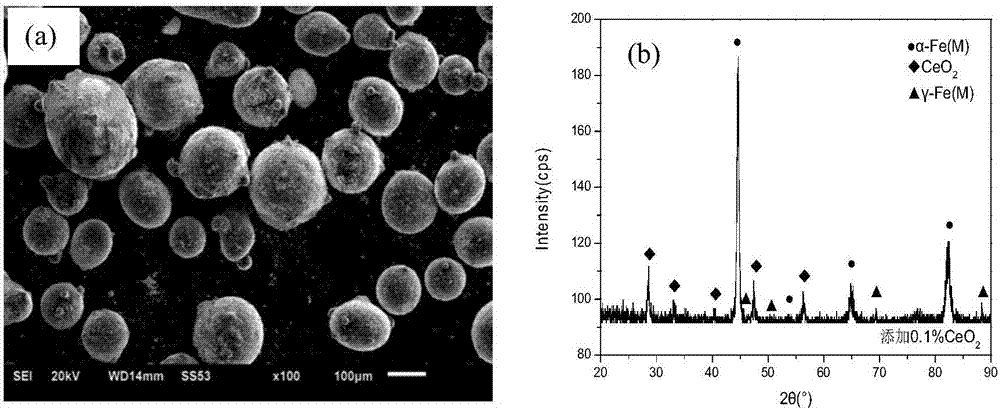
[0044] (1) According to the mass percentage CeO 2 Powder: 24CrNiMo powder = 0.1:99.9, weigh CeO 2 Powder and 24CrNiMo alloy steel powder are put into a ball mill tank containing ball abrasives, the material ratio is 1:8 (that is, the mass ratio of ball abrasives to powder to be ground is 1:8), and put into QM-5 experimental liquid cylinder In the ball mill, the input voltage is 220V / 50Hz, the power is 370W, and the speed is 405r / min. Mix for 6 hours to get 24CrNiMo / CeO 2 Composite powder; the ball abrasive is a steel ball with a particle size of 5-10mm;
[0045] Wherein the 24CrNiMo alloy steel powder is composed of the following alloy elements according to the mass percentage: C: 0.20%, Cr: 0.97%, Ni: 0.95%, Mo: 0.45%, Mn: 0.90%, Si: 0.35%, O: 0.18%, the balance is Fe; the CeO 2 The p...
Embodiment 2
[0068] Preparation of CeO by Selective Laser Melting Technology 2 Toughening 24CrNiMo alloy steel, preparation method is the same as embodiment 1, and wherein difference is:
[0069] In (1) of step 1, CeO 2 The mass ratio of powder to 24CrNiMo powder is CeO 2 Powder: 24CrNiMo powder = 0.4:99.6; the material ratio during ball milling is 1:9, and the mixing time is 7 hours in the ball mill drum machine; 24CrNiMo alloy steel powder is composed of the following alloy elements according to the mass percentage: C: 0.24% , Cr: 1.00%, Ni: 0.99%, Mo: 0.51%, Mn: 1.01%, Si: 0.40%, O: 0.19%, and the balance is Fe.
[0070] In (2) of step 1, the composite powder is kept at 90° C. for 3 hours in a vacuum oven for drying.
[0071] In (1) of step 2, the layer thickness during layered discrete processing of the 3D model is set to 0.7mm.
[0072] In (2) of step 2, the laser selective melting process parameters: the laser output power P is 2100W, the laser beam scanning speed V is 10mm / s, an...
Embodiment 3
[0088] Preparation of CeO by Selective Laser Melting Technology 2 Toughening 24CrNiMo alloy steel, preparation method is the same as embodiment 1, and wherein difference is:
[0089] In (1) of step 1, CeO 2 The mass ratio of powder to 24CrNiMo powder is CeO 2 Powder: 24CrNiMo powder = 0.7:99.3; the material ratio during ball milling is 1:10, and the mixing time is 8 hours in the ball mill drum machine; 24CrNiMo alloy steel powder is composed of the following alloy elements according to the mass percentage, C: 0.26 %, Cr: 1.02%, Ni: 1.01%, Mo: 0.55%, Mn: 1.02%, Si: 0.50%, O: 0.20%, and the balance is Fe;
[0090] In (2) of step 1, the composite powder is kept at 100° C. for 2 hours in a vacuum oven for drying.
[0091] In (1) of step 2, the layer thickness during the layered discrete processing of the 3D model is set to 0.8mm.
[0092] In (2) of step 2, the laser selective melting process parameters: the laser output power P is 2300W, the laser beam scanning speed V is 12mm...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More