

Lifetime prolonging method for crankshaft bending upsetting forming die
A technology for forming molds and bending, which is used in manufacturing tools, forging/pressing/hammer devices, forging/pressing/hammering machines, etc. It can solve the problem of poor stress conditions of thin-walled structures, affecting product production progress, and poor mold working conditions. and other problems, to achieve the effect of improving the working conditions of continuous high temperature and high load, outstanding flexibility, and improved impact toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0040] A method for extending the life of an RSV92-C crankshaft bending upsetting forming die, comprising the following steps:
[0041] 1. Forge the H13 steel ingot with a forging ratio of 3.7 to the approximate size of the mold core of φ500mm×130mm;
[0042] 2. Anneal the core forging blank at a temperature of 1050°C±20°C;
[0043] 3. Reserve 2mm for the annealed mold core forging blank according to the cavity size to the mold core size;
[0044] 4. The rough-processed mold core shall be processed according to the "double cycle quenching + tempering (1160℃±20℃×1h quenching + 600℃×2h tempering) + (1040℃±20℃×1h quenching + 600℃×2h quenching) Fire)" process for quenching and tempering;
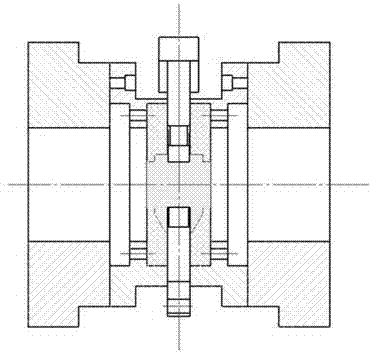
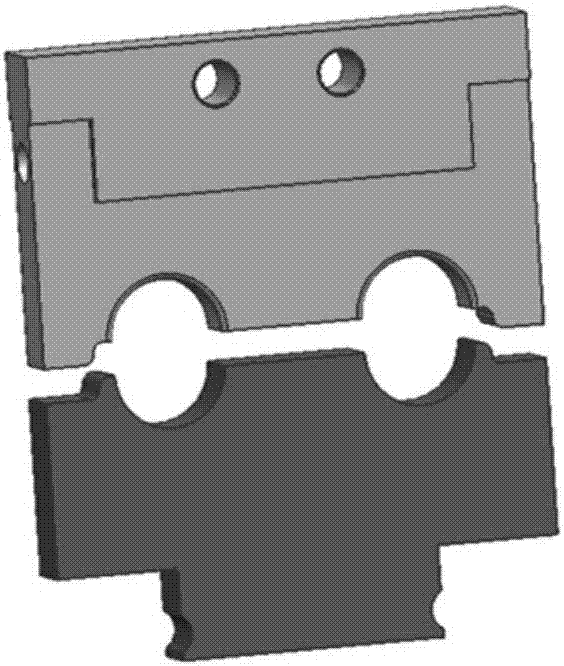
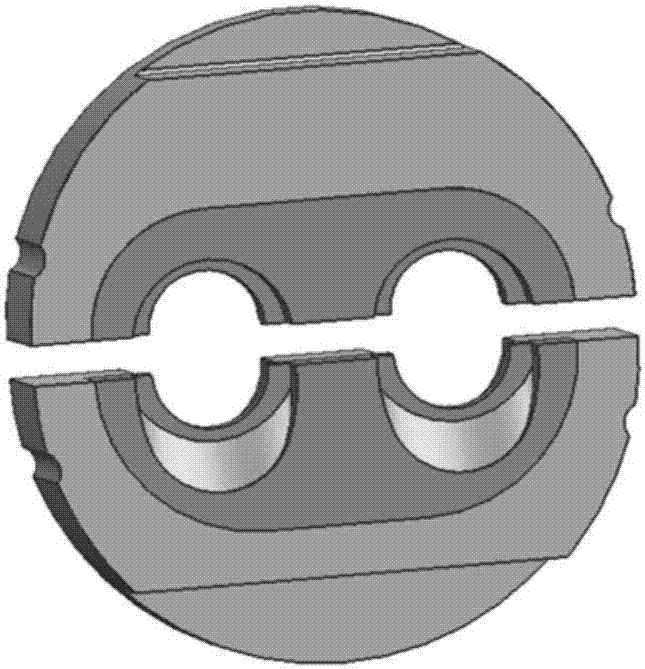
[0045] 5. The quenched and tempered mold core is finished according to the size of the cavity, and the two cavities have the same size and are symmetrically distributed along the center;
[0046] 6. Double surface strengthening treatment is carried out on the finished mold by surface nitridin...
Embodiment 2
[0053] A method for extending the life of a JDB26-C crankshaft bending upsetting forming die, comprising the following steps:
[0054] 1. Forge the H13 steel ingot with a forging ratio of 3.6 to the approximate size of the mold core of φ500mm×150mm;
[0055] 2. Anneal the core forging blank at a temperature of 1050°C±20°C;
[0056] 3. Reserve 2mm for the annealed mold core forging blank according to the cavity size to the mold core size;
[0057] 4. The rough-processed mold core shall be processed according to the "double cycle quenching + tempering (1160℃±20℃×1h quenching + 600℃×2h tempering) + (1040℃±20℃×1h quenching + 600℃×2h quenching) Fire)" process for quenching and tempering;
[0058]5. The quenched and tempered mold core is finished according to the size of the cavity, and the two cavities have the same size and are symmetrically distributed along the center;
[0059] 6. Double surface strengthening treatment is carried out on the finished mold by surface nitriding ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More