

Multi-process combination machine tool for crankshaft machining
A combined machine tool and crankshaft processing technology, used in metal processing machinery parts, metal processing, metal processing equipment, etc., can solve the problems of easy scratching, low precision, easy bumping of the crankshaft, etc., and improve the quality of hot pressing assembly. , the processing rhythm is compact, the effect of shortening the work rhythm
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
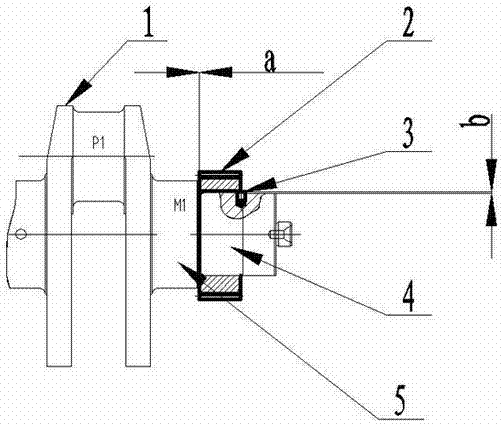
[0040] Such as figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 , Figure 6 , Figure 7 As shown, the pin 3 is press-fitted into the pin hole 12 on the gear journal 4 of the crankshaft 1 with an interference fit. , The inner hole keyway on the gear 2 is aligned with the pin 3 and installed on the gear journal 4 by hot pressing, and the gap between it and the end surface of the M1 main journal 5 is a.
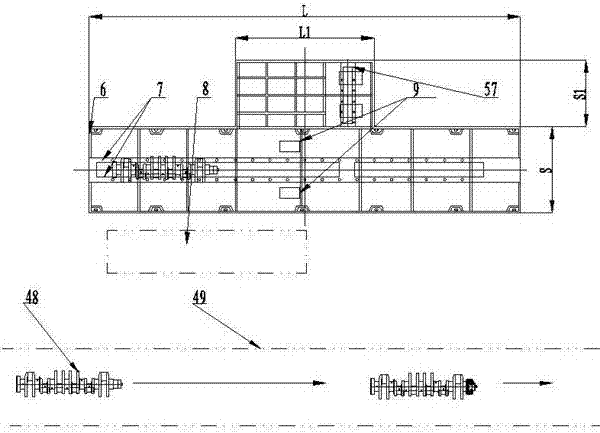
[0041]In order to realize the above-mentioned assembly, when designing the combined machine tool bed, the present invention concentrates and combines all processing components around the bed 36 . The fuselage is designed as a L×S rectangular structure. All processing parts can be placed in the L length direction, and the S width direction can ensure all positioning and clamping tooling positions of the crankshaft 48 to be processed and reserve chip removal holes 9 . Since the Z540 drilling machining center 47 and the pressing pin table 25 need to be placed on the b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More