

Welding method with cold source and displacement controlled load along with welding
A technology of displacement control and welding method, which is applied in the direction of welding equipment, welding equipment, auxiliary welding equipment, etc., and can solve the problems of unsatisfactory local heat treatment effect of large structural parts, failure to achieve the effect, reheat cracks, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
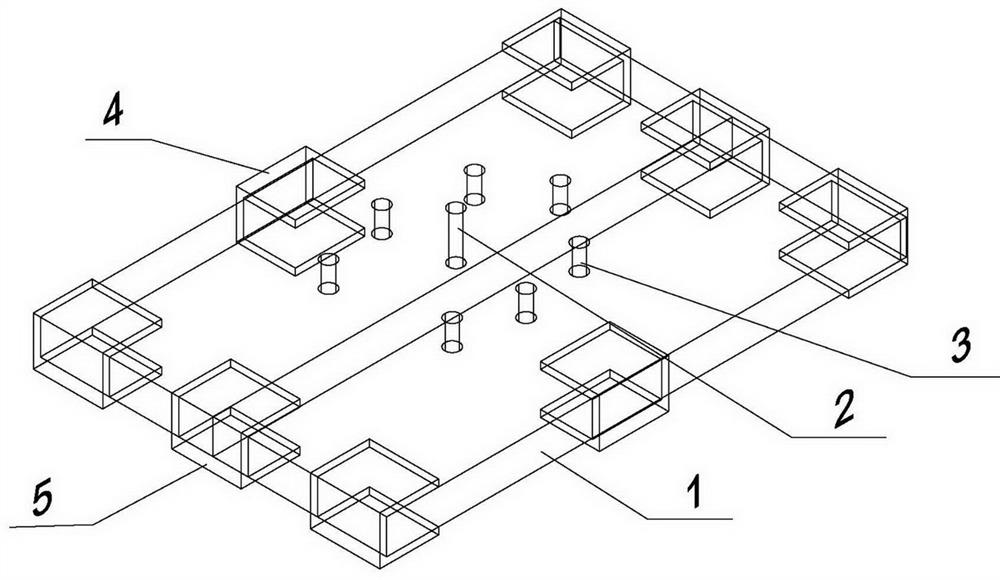
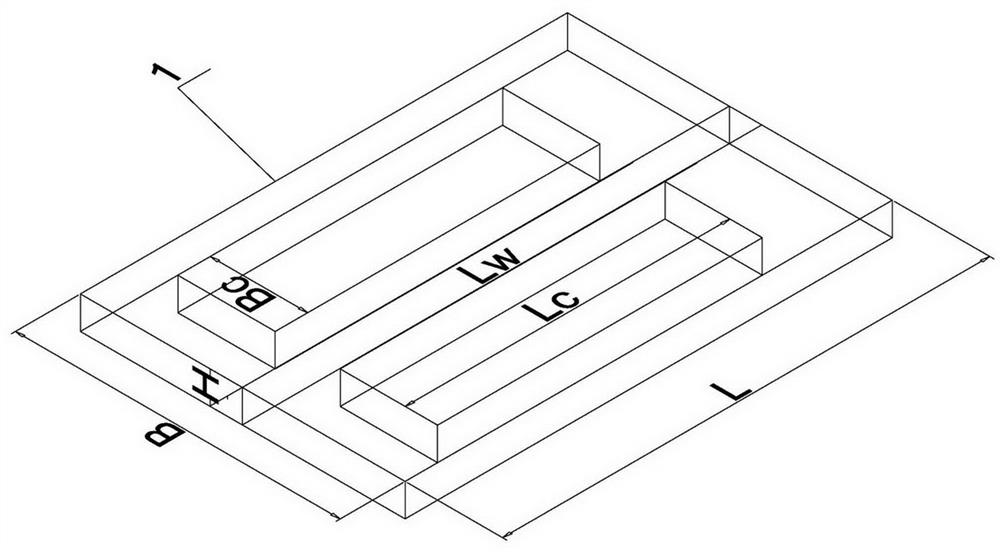
[0022] Such as figure 1 , figure 2 The length L=0.2m, the width B=0.15m, the thickness H=0.004m, the length L of the welding seam shown in the weldment 1 w =0.2m, the length of the range of cold source L c =0.2m, width B c =0.04m, welding speed v w =0.003m / s, welding current I=180A, welding voltage U=27V, the maximum allowable temperature drop of the steel plate within the scope of the cold source is ΔT c =20℃, the power of cold source is P _ =1000w. Steel specific heat capacity c=460J / (kg℃), density ρ=7850kg / m 3 , Expansion coefficient α=1.2E-5 / ℃, steel plate surface convective heat transfer coefficient h=10W / (m 2 ℃).
[0023] The inventive method comprises the following concrete steps:
[0024] 1. Calculation of relevant parameters: the displacement growth rate of the tensile load perpendicular to the weld is , the displacement growth rate of the tensile load parallel to the weld is . The unloading time of mechanical tensile displacement load is about The di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More