

A Local Thixotropic Extrusion Method for Axle Sleeve Parts
An extrusion method and part technology, applied in the field of semi-solid forming, can solve the problems of long production cycle, poor mechanical properties, low material utilization rate, etc., and achieve the effect of high material utilization rate, good performance and improved mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
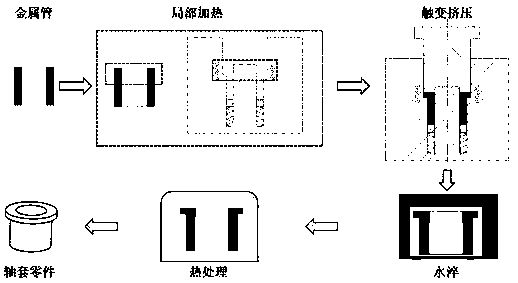
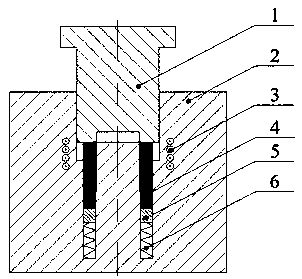
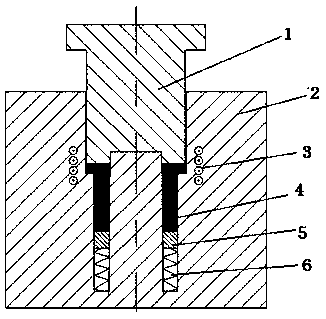
[0033] A kind of local thixotropic deformation method of copper alloy bushing part described in this embodiment, technological process is as follows figure 1 As shown, the mold structure is as Figure 2-3 As shown, the specific steps are as follows:
[0034] (1) The material of this example is ZCuSn10P1 copper alloy, and the measured solidus temperature of ZCuSn10P1 copper alloy is 876.1°C, and the liquidus temperature is 1024.2°C.
[0035] (2) Locally heat the extruded ZCuSn10P1 copper alloy tube with an inner diameter of 26mm, a wall thickness of 7mm, and a height of 52mm. The heating height is 12mm, and the heating temperature is 886°C and kept for 5 minutes; at the same time, the cavity of the concave mold is preheated to 450°C .
[0036] (3) Put the heated ZCuSn10P1 copper alloy tube into the preheated die cavity, then drive the punch to extrude the metal tube at a speed of 10mm / s, and hold the pressure for 4s after extrusion.
[0037] (4) Rapid water quenching of the ...
Embodiment 2
[0041] A local thixotropic deformation method of a 7075 aluminum alloy bushing part described in this embodiment, the preparation process is as follows figure 1 As shown, the specific steps are as follows:
[0042] (1) The material of this example is 7075 aluminum alloy, and the measured solid-liquidus temperature range of 7075 aluminum alloy is 540-638°C.
[0043] (2) Partially heat the extruded 7075 aluminum alloy tube with an inner diameter of 26mm, a wall thickness of 7mm, and a height of 52mm. The heating height is 12mm, and the heating temperature is 545°C and kept for 10 minutes; at the same time, the concave mold cavity is preheated to 400°C .
[0044] (3) Put the heated 7075 aluminum alloy tube into the preheated concave mold cavity, then drive the punch to squeeze the metal tube at a speed of 15mm / s, and keep the pressure for 10s after extrusion.
[0045] (4) Rapid water quenching of the extruded shaft sleeve parts, then heating to 380°C and holding for 30 minutes, a...
Embodiment 3
[0048] A local thixotropic deformation method of an AZ91D magnesium alloy shaft sleeve part described in this embodiment, the preparation process is as follows figure 1 As shown, the specific steps are as follows:
[0049] (1) The material of this example is AZ91D magnesium alloy, and the measured solid-liquidus temperature range of AZ91D magnesium alloy is 470-595°C.
[0050] (2) Locally heat the AZ91D magnesium alloy tube with an inner diameter of 26mm, a wall thickness of 7mm, and a height of 52mm. The heating height is 12mm, and the heating temperature is 478°C and kept for 8 minutes; at the same time, the concave mold cavity is preheated to 350°C.
[0051] (3) Put the heated AZ91D magnesium alloy tube into the preheated concave mold cavity, and then drive the punch to squeeze the metal tube at a movement speed of 13mm / s, and keep the pressure for 7s after extrusion.
[0052] (4) Rapid water quenching of the extruded shaft sleeve parts, then heating to 320°C and holding f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| solidus temperature | aaaaa | aaaaa |
| liquidus temperature | aaaaa | aaaaa |
| shape factor | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More