Zirconia nozzle and manufacturing method thereof
A technology of zirconia and a manufacturing method, applied in the field of refractory materials, can solve the problems of reduced service life, decreased corrosion resistance, easy generation of cracks, etc., and achieves the effects of improving service life, good corrosion resistance and avoiding direct contact
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
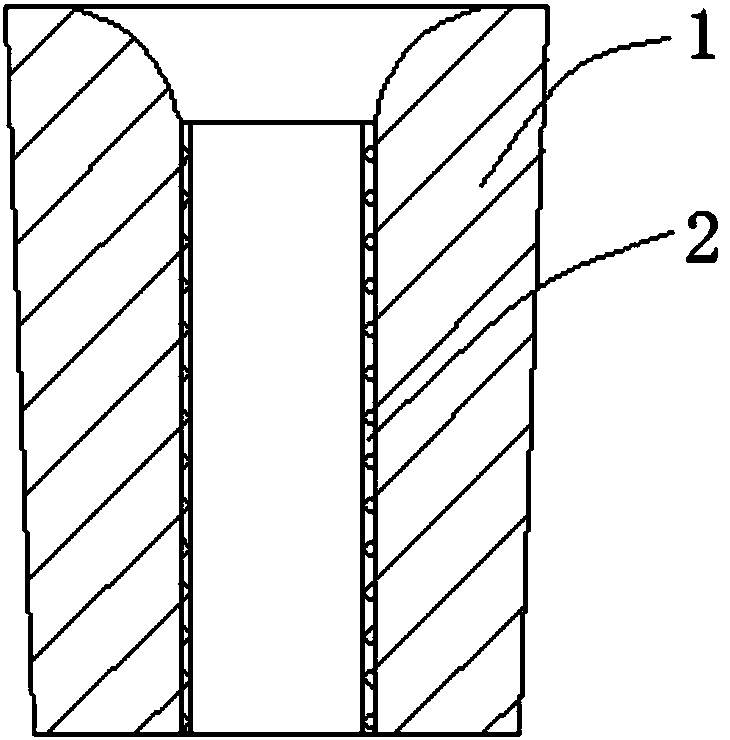
[0028] Such as figure 1 Shown is a zirconia nozzle, the zirconia nozzle includes a zirconia inner core 1, and a layer of meltable anti-scour composite material coating 2 is provided on the inner surface of the inner core 1. The density of the zirconia inner core is 5.50-5.62g / cm 3 , The apparent porosity is less than 3.8%. The thickness of the anti-erosion composite material coating is 0.5mm-5mm. The meltable anti-scour composite material coating gradually melts and disappears after being scoured by molten steel, and the persistence time is preferably about 4 to 15 minutes depending on the thickness and material. By adding a composite material coating on the inner surface of the high-density zirconia nozzle to avoid direct contact between the molten steel and the inner surface of the zirconia nozzle, the composite coating will slowly disappear within 5 to 10 minutes under the washing of the molten steel, thereby providing a guarantee for oxidation. The zirconium upper nozzl...
Embodiment 2
[0030] Such as figure 1 Shown is a zirconia nozzle, the zirconia nozzle includes a zirconia inner core 1, and a layer of meltable anti-scour composite material coating 2 is provided on the inner surface of the inner core 1. The raw materials and mass percentages of the anti-erosion composite material coating are: 90% of fused silica, 5% of silica fume, and 5% of calcium aluminate cement. Wherein, the density of the zirconia inner core is 5.50-5.62g / cm 3 , The apparent porosity is less than 3.8%. The thickness of the anti-scouring composite material coating is 2 mm. The meltable anti-scour composite material coating gradually melts and disappears after being scoured by molten steel, and the persistence time is about 5 minutes. By adding a composite material coating on the inner surface of the high-density zirconia nozzle to avoid direct contact between the molten steel and the inner surface of the zirconia nozzle, the composite coating will slowly disappear within 5 minutes ...
Embodiment 3
[0032] Such as figure 1 Shown is a zirconia nozzle, the zirconia nozzle includes a zirconia inner core 1, and a layer of meltable anti-scour composite material coating 2 is provided on the inner surface of the inner core 1. The raw materials and mass percentages of the anti-erosion composite material coating are: 90% of fused silica, 6% of silica fume, and 4% of calcium aluminate cement. Wherein, the density of the zirconia inner core is 5.50-5.62g / cm 3 , The apparent porosity is less than 3.8%. The thickness of the anti-scouring composite material coating is 2.5 mm. The meltable anti-scouring composite material coating gradually melts and disappears after being scoured by molten steel, and the persistence time is about 6 minutes. By adding a composite material coating on the inner surface of the high-density zirconia nozzle to avoid direct contact between the molten steel and the inner surface of the zirconia nozzle, the composite coating will slowly disappear within 6 min...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com