

Welding method for gas-magnetic combined control double-tungsten-electrode TOPTIG
A welding method and joint control technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems that affect the welding efficiency of TOPTIG welding, the heat input of TOPTIG welding is small, and it is not suitable for thick plate welding, so as to increase the welding wire melting The effect of increasing the deposition rate, increasing the welding deposition rate, and improving the welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] In order to deepen the understanding of the present invention, the present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments, which are only used to explain the present invention and do not limit the protection scope of the present invention.
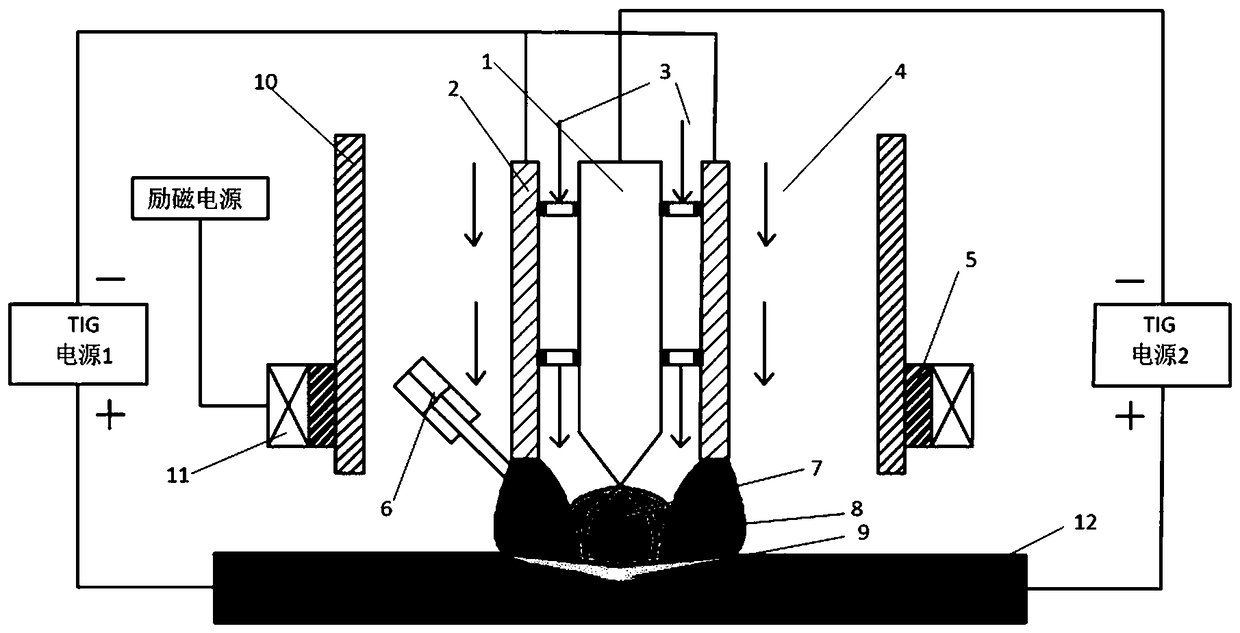
[0014] Such as figure 1 As shown, the present invention is a gas-magnetic joint control double tungsten pole TOPTIG welding welding method, characterized in that: the welding method comprises the following steps:
[0015] Step 1: Before welding, grind or clean the surface of the workpiece to be welded, and fix the polished or cleaned workpiece to be welded on the welding fixture;
[0016] Step 2: Set welding parameters: welding current is 50-200A, the welding torch is perpendicular to the workpiece, the distance between the bottom end of ordinary tungsten electrode and hollow tungsten electrode is 3-5mm from the workpiece, the common electrodeless and hollow tungsten...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More