

DISA vertical green molding sand molding line air cylinder mold and casting process thereof
A casting process and green sand technology, which is applied to the B096 cylinder mold of the DISA vertical green sand molding line and its casting process field, can solve the problems of sticking sand, casting shrinkage holes, weight-reducing holes and succulents, etc. The effect of flow velocity and enhanced slag avoidance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0043] The casting process of a DISA vertical green sand molding line B096 cylinder is as follows: including molding process, smelting process, inoculation process, pouring process, sand falling process, mechanical performance testing, primary shot blasting, external grinding, secondary shot blasting, inspection wrap up and store;
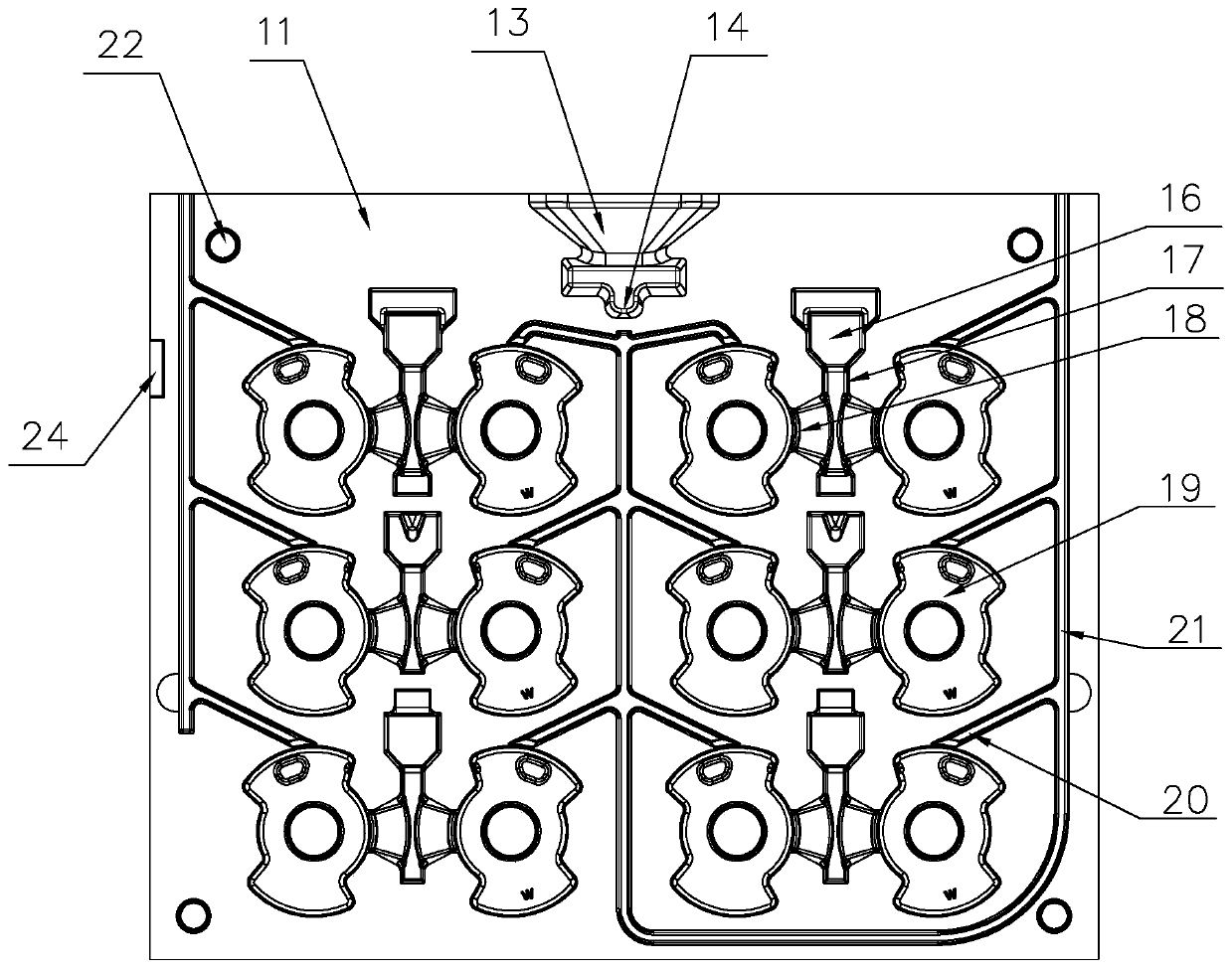
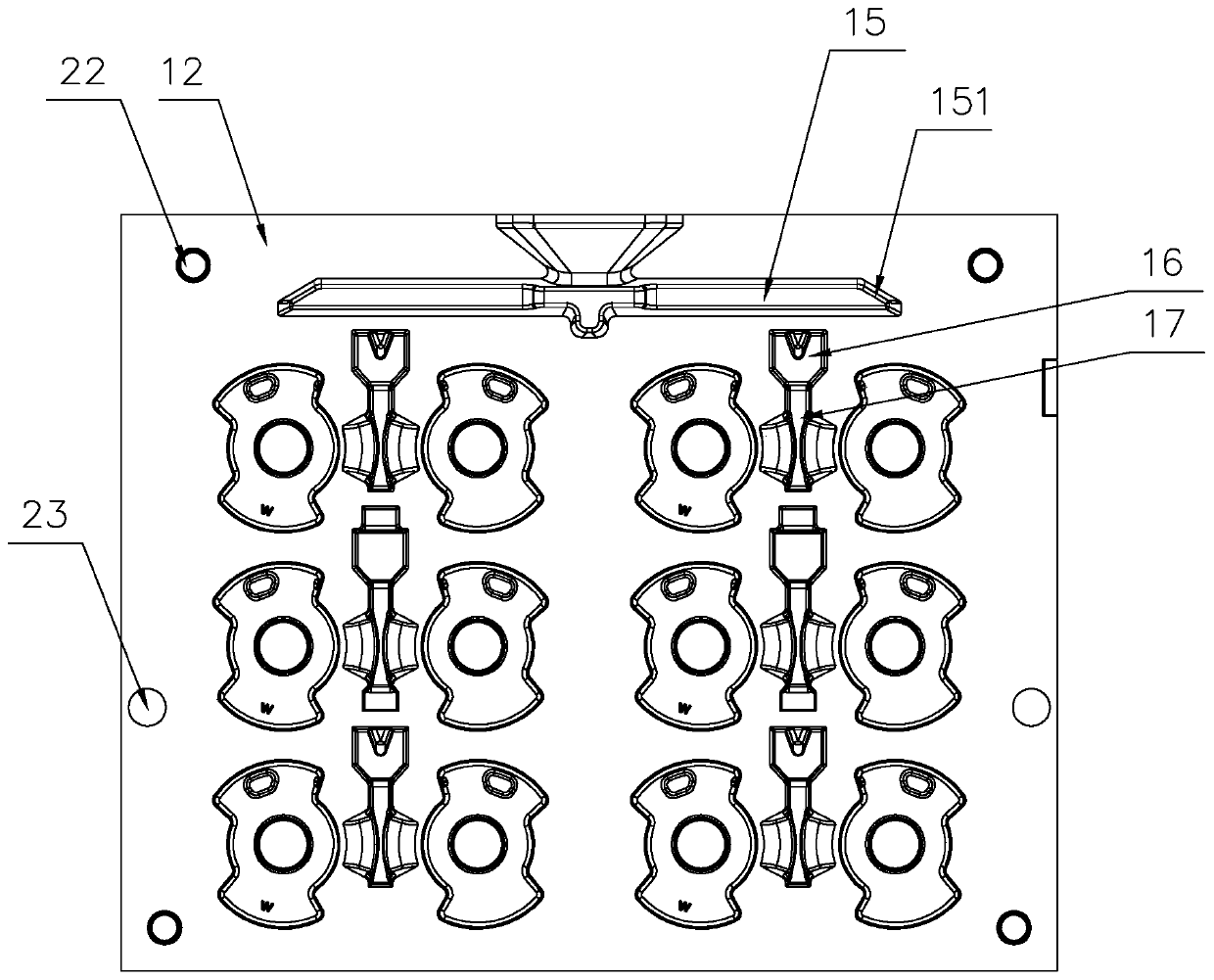
[0044] 1) molding process, the molding process adopts the green molding sand vertical line boxless molding, and the green molding sand vertical line boxless molding adopts the molding template as the overall template;
[0045] Modeling requirements: sand shooting pressure 0.22MPa, extrusion pressure 0.9MPa, select operation 3A;
[0046] Molding sand performance requirements: sand thickness 210mm, sand hardness 85 based on B-type hardness, moisture content 3.3%, compaction rate 35%, wet compressive strength 0.18Mpa, air permeability 90%, volatile matter 1.5%, shear strength 0.03Mpa, The moisture content of the old sand returned to the sand is 1.5%, t...
Embodiment 2
[0059] The casting process of a DISA vertical green sand molding line B096 cylinder is as follows: including molding process, smelting process, inoculation process, pouring process, sand falling process, mechanical performance testing, primary shot blasting, external grinding, secondary shot blasting, inspection wrap up and store;
[0060] 1) molding process, the molding process adopts the green molding sand vertical line boxless molding, and the green molding sand vertical line boxless molding adopts the molding template as the overall template;
[0061] Modeling requirements: sand shooting pressure 0.24MPa, extrusion pressure 0.85MPa, select operation 3A;
[0062] Molding sand performance requirements: sand thickness 210mm, sand hardness 85 based on B-type hardness, moisture content 3.4%, compaction rate 35%, wet compressive strength 0.18Mpa, air permeability 100%, volatile matter 2.0%, shear strength 0.03Mpa, The moisture content of the old sand returned to the sand is 1.8...
Embodiment 3
[0075] The casting process of a DISA vertical green sand molding line B096 cylinder is as follows: including molding process, smelting process, inoculation process, pouring process, sand falling process, mechanical performance testing, primary shot blasting, external grinding, secondary shot blasting, inspection wrap up and store;
[0076] 1) molding process, the molding process adopts the green molding sand vertical line boxless molding, and the green molding sand vertical line boxless molding adopts the molding template as the overall template;
[0077] Modeling requirements: sand shooting pressure 0.25MPa, extrusion pressure 1MPa, selection operation 3A;
[0078] Molding sand performance requirements: sand thickness 215mm, sand hardness 90 based on B-type hardness, moisture content 3.2%, compaction rate 38%, wet compressive strength 0.22Mpa, air permeability 120%, volatile matter 1.5%, shear strength 0.04Mpa, The moisture content of the old sand returned to the sand is 2.2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| wet compressive strength | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More