

A cold-rolled dual-phase steel dp780 and its flexible production method
A technology of DP780 and production method, applied in the field of cold-rolled dual-phase steel preparation, can solve problems such as cracking, and achieve the effects of good material fluidity, strong uniform deformation ability and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] A cold-rolled dual-phase steel DP780, the production process is: molten steel pretreatment→converter smelting→external refining→continuous casting→hot rolling heating→rough rolling, finishing rolling→controlled cooling→coiling→cold rolling decoiling, Welding→pickling, cold rolling→continuous annealing→leveling→surface and performance inspection→packing→delivery; the composition of cold-rolled dual-phase steel DP780 is calculated by weight percentage: C: 0.15, Si: 0.20, Mn: 1.1, Ti: 0.02 , Cr: 0.10~0.20, Al: 0.04, P: ≤0.015, S: ≤0.010, and the rest are Fe and unavoidable impurities, that is, through the steelmaking-hot rolling-cold rolling-annealing preparation process, using one component to produce Process control, yield strength 400 ~ 650MPa, tensile ≥ 780MPa, elongation A 80 ≥18%, n 10-20 / Ag value ≥ 0.14, r 90 Value ≥ 0.8, BH 2 ≥50MPa performance index. Hot rolling process design: final rolling temperature: 850°C; coiling temperature: 550°C. Cold rolling, anneal...
Embodiment 2
[0046] Manufacture of seat reinforcements by press forming
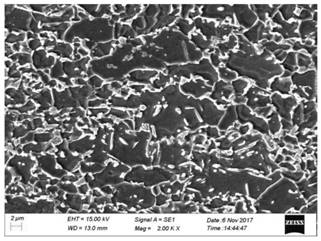
[0047] The production process of cold-rolled dual-phase steel DP780 is: pretreatment of molten steel → converter smelting → refining outside the furnace → continuous casting → hot rolling heating → rough rolling, finishing rolling → controlled cooling → coiling → cold rolling uncoiling, welding → acid Washing, cold rolling→continuous annealing→leveling→surface, performance inspection, composition by weight percentage, including C: 0.13, Si: 0.10, Mn: 1.0, Ti: 0.01, Cr: 0.10, Al: 0.02, P: ≤0.015 , S: ≤0.010, the rest are Fe and unavoidable impurities. Through the steelmaking-hot rolling-cold rolling-annealing preparation process, one component is used to control the production process, and the martensite volume fraction of cold-rolled dual-phase steel DP780 is about 16%, the average grain size is 3μm, and the yield strength 425MPa, tensile strength ≥ 815MPa, elongation A 80 ≥22.5%, n 10-20 / Ag value ≥ 0.16, r 90 Va...
Embodiment 3
[0049] The production process of cold-rolled dual-phase steel DP780 is: pretreatment of molten steel → converter smelting → refining outside the furnace → continuous casting → hot rolling heating → rough rolling, finishing rolling → controlled cooling → coiling → cold rolling uncoiling, welding → acid Washing, cold rolling→continuous annealing→leveling→surface, performance inspection, composition by weight percentage, including C: 0.13, Si: 0.10, Mn: 1.0, Ti: 0.01, Cr: 0.10, Al: 0.02, P: ≤0.015 , S: ≤0.010, the rest is Fe and unavoidable impurities; the martensite volume fraction of the cold-rolled dual-phase steel DP780 in this example is about 19%, the average grain size is 4μm, the yield strength is 613MPa, and the tensile strength is ≥835MPa , elongation A 80 ≥22%, n 10-20 / Ag value ≥ 0.16, r 90 Value ≥ 0.9, BH 2 ≥63. After punching→welding→longitudinal roll forming→spot welding→bending forming→shearing→cutting to length, the finished parts are finally made into finishe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More