

A laser deposition additive manufacturing method
A technology of additive manufacturing and laser deposition, which is applied in the field of additive manufacturing, can solve the problems of incomplete fusion of titanium alloy metal powder and deposition holes, etc., and achieve the effects of reducing interface binding energy, uniform and dense structure, and improving melting effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] The laser deposition additive manufacturing method in this embodiment is as follows:
[0052] S1, preparing metal powder for laser deposition additive manufacturing;
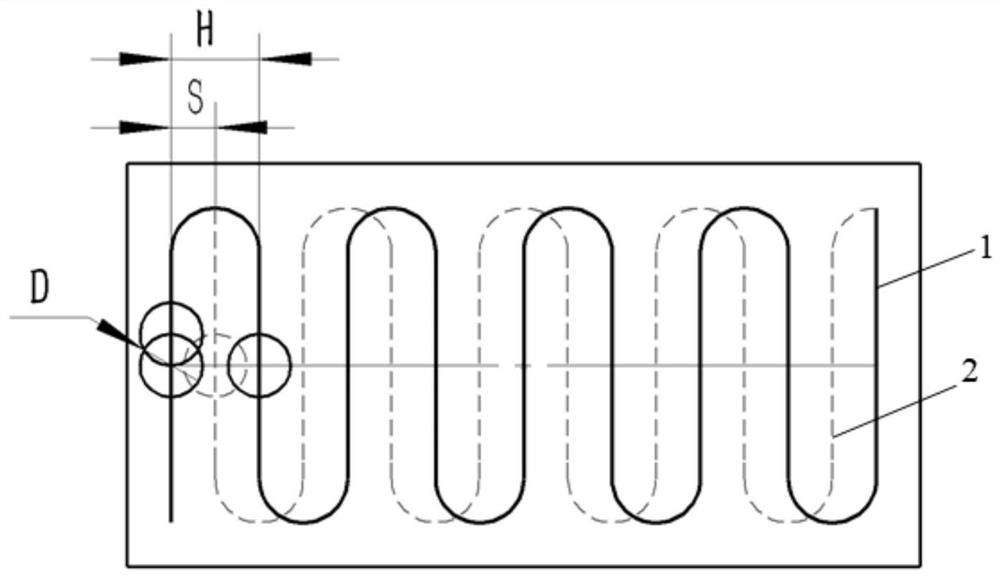
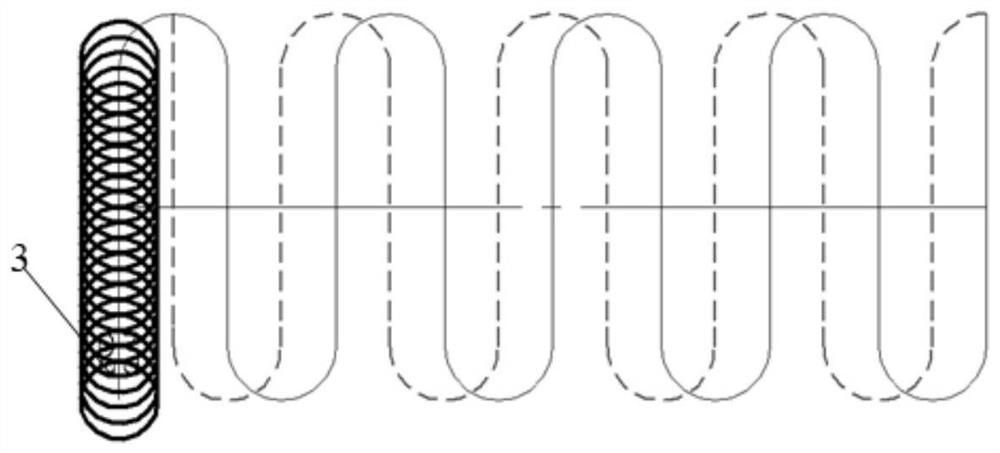
[0053] S2, select the substrate according to the deposited metal powder, and use a coaxial powder feeding deposition method under a protective atmosphere to perform laser scanning layer-by-layer deposition on the substrate, and the overlapping method of the laser scanning is negative overlapping. Wherein, the negative lap joint adopts the following method: the step size of the laser scanning is 2.25 times of the width of the melting channel. It should be noted that the method for realizing the negative lap may also be that the step size of the laser scanning is other multiples of the width of the melt path, as long as the negative lap can be realized.
[0054] In this embodiment, TSC-S4510 equipment is selected as the laser scanning equipment. Of course, other laser additive manufacturing equipment that ...
Embodiment 2
[0060] The laser deposition additive manufacturing method in this embodiment is as follows:
[0061] S1, preparing metal powder for laser deposition additive manufacturing, the metal powder, in parts by mass, has the following components: 100 parts of titanium alloy metal powder (Ti65), active powder (iron phosphorus powder, B, Sr and Bi) 0.3 parts. The mass ratio of phosphorus iron powder, B, Sr and Bi in the active powder is 3:1:1:1. The metal powder was dried in a vacuum oven for 3 hours at a drying temperature of 80 °C.
[0062] S2, in the TSC-S4510 equipment, under the argon protective atmosphere, on the pure titanium plate, adopt the coaxial powder feeding deposition method, and use the laser to perform laser scanning layer-by-layer deposition on the pure titanium plate. The lapping method of the laser scanning is negative lapping, and the negative lapping adopts the following method: the step size of the laser scanning is 1.25 times of the width of the melting channel...
Embodiment 3
[0066] The laser deposition additive manufacturing method in this embodiment is as follows:
[0067] S1. Prepare metal powder for laser deposition additive manufacturing. The metal powder has the following components in parts by mass: 100 parts of titanium alloy metal powder (TC18). The metal powder was dried in a vacuum oven for 1 hour at a drying temperature of 300 °C.
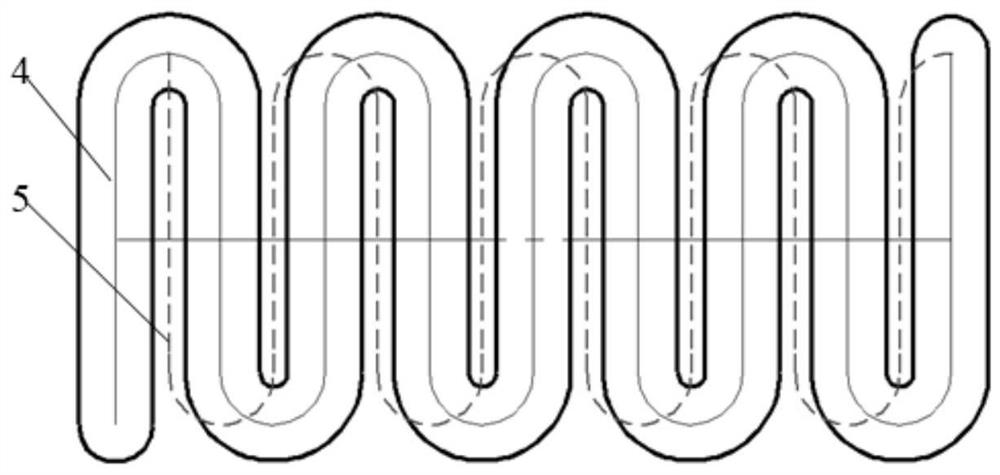
[0068] S2, in the TSC-S4510 equipment, under the argon protective atmosphere, on the pure titanium plate, adopt the coaxial powder feeding deposition method, and use the laser to perform laser scanning layer-by-layer deposition on the pure titanium plate. The lapping method of the laser scanning is negative lapping, and the following method is adopted for the negative lapping: the step size of the laser scanning is 1.2 times of the width of the melting channel, and the lapping rate of the laser scanning is 40%. The laser scanning method is to scan the serpentine path first, and then perform reverse serpenti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More