

Laser cladding method for processing debris
A laser cladding and chipping technology, applied in the field of surface engineering, can solve the problems of high manufacturing cost and high manufacturing cost, and achieve the effect of saving manufacturing cost, reducing remelting, and having significant economic effect.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
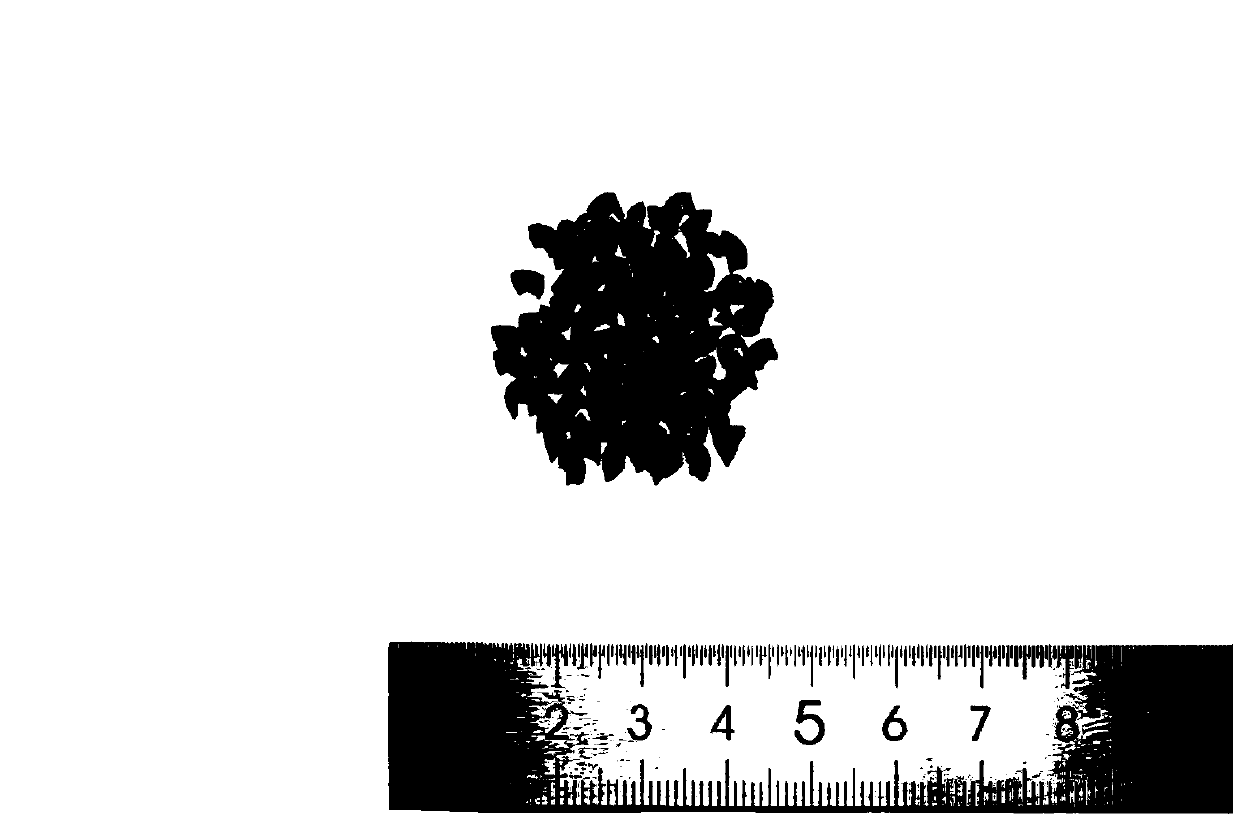
[0024] (1) Recover the debris generated by the turning process of 30CrMnSi, and use alcohol cleaning to remove the oil and impurities on the surface of the debris. Processing debris such as figure 1 shown
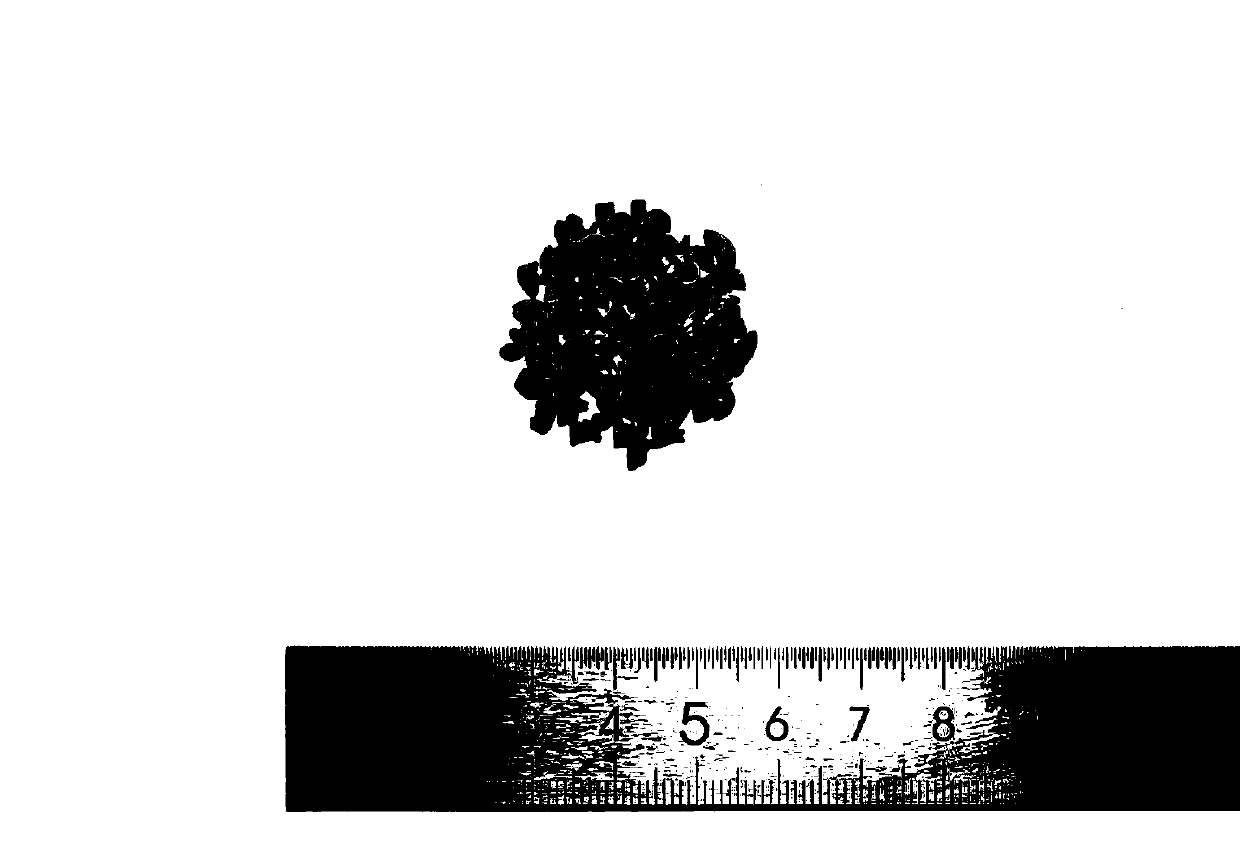
[0025] (2) After the debris is dried, use a high-energy ball mill for mechanical treatment. The mass ratio of the ball to material is 10:1, and the treatment time is 8 hours. The oxide layer on the surface of the debris is removed, and then the surface attachment is removed by alcohol cleaning. Remove scale debris such as figure 2 as shown, Figure 4 It is the SEM morphology after descaling.
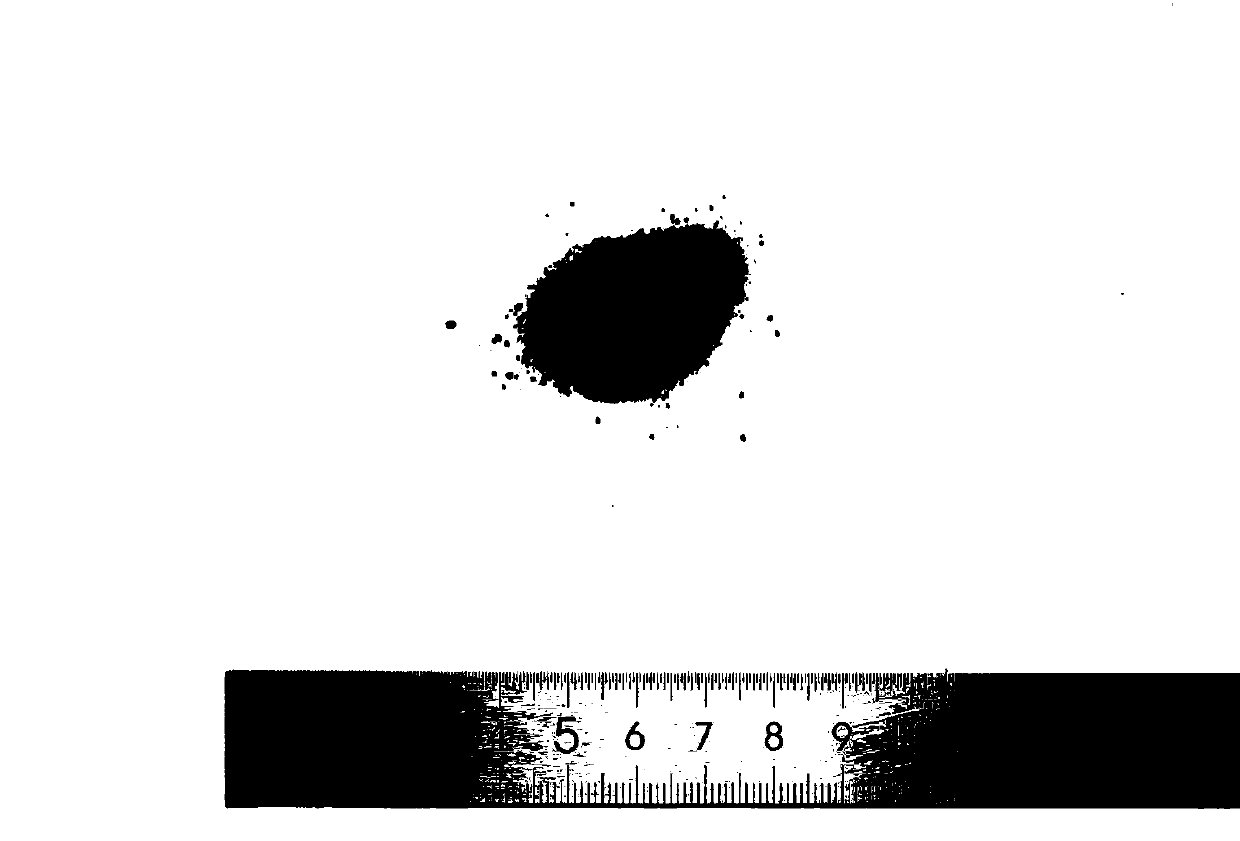
[0026] (3) Remove scale debris and dry, then use ball mill for mechanical treatment again, the ratio of ball to material is 10:1, and the ball milling time is 35h, until the debris is mechanically stirred into powder. crushed powder such as image 3 shown.
[0027] (4) Dry the powder formed after crushing the debris. The treatment temperature is 200°C and the time is 2h. Use a ...
example 2
[0030] (1) Recover the debris produced by the turning process of 30CrMnSi, and carry out pretreatment according to the method of Example 1. Processing debris such as figure 1 shown
[0031] (2) After the debris is dried, use a high-energy ball mill for mechanical treatment. The mass ratio of the ball to material is 14:1, and the treatment time is 10 hours. The oxide layer on the surface of the debris is removed, and then the surface attachment is removed by alcohol cleaning.
[0032] (3) Remove scale debris and dry, then use ball mill for mechanical treatment again, the ratio of ball to material is 14:1, and the ball milling time is 40h, until the debris is mechanically stirred into powder.
[0033] (4) Treat with the method of Example 1, dry the powder formed after crushing the debris, the treatment temperature is 200°C, and the time is 2h. Use a sieve to distinguish two types of powders, and the size of the first type is in the range of 100-300 mesh ( 48-150μm) within the ...
example 3
[0036] (1) Recover the debris produced by the turning process of 30CrMnSi, and carry out pretreatment according to the method of Example 1. Processing debris such as figure 1 shown
[0037] (2) After the debris is dried, use a high-energy ball mill for mechanical treatment. The mass ratio of the ball to material is 14:1, and the treatment time is 10 hours. The oxide layer on the surface of the debris is removed, and then the surface attachment is removed by alcohol cleaning.
[0038] (3) Remove scale debris and dry, then use ball mill for mechanical treatment again, the ratio of ball to material is 14:1, and the ball milling time is 40h, until the debris is mechanically stirred into powder.
[0039] (4) Treat with the method of Example 1, dry the powder formed after crushing the debris, the treatment temperature is 200°C, and the time is 2h. Use a sieve to distinguish two types of powders, and the size of the first type is in the range of 100-300 mesh ( 48-150μm) within the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More