High-entropy alloy arc-laser composite additive manufacturing method
A high-entropy alloy and additive manufacturing technology, used in manufacturing tools, additive processing, laser welding equipment, etc., can solve the problems of rough microstructure, long production cycle, and defective structure of high-entropy alloys, and achieve heat input. Accurately controllable, low porosity, and improved stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
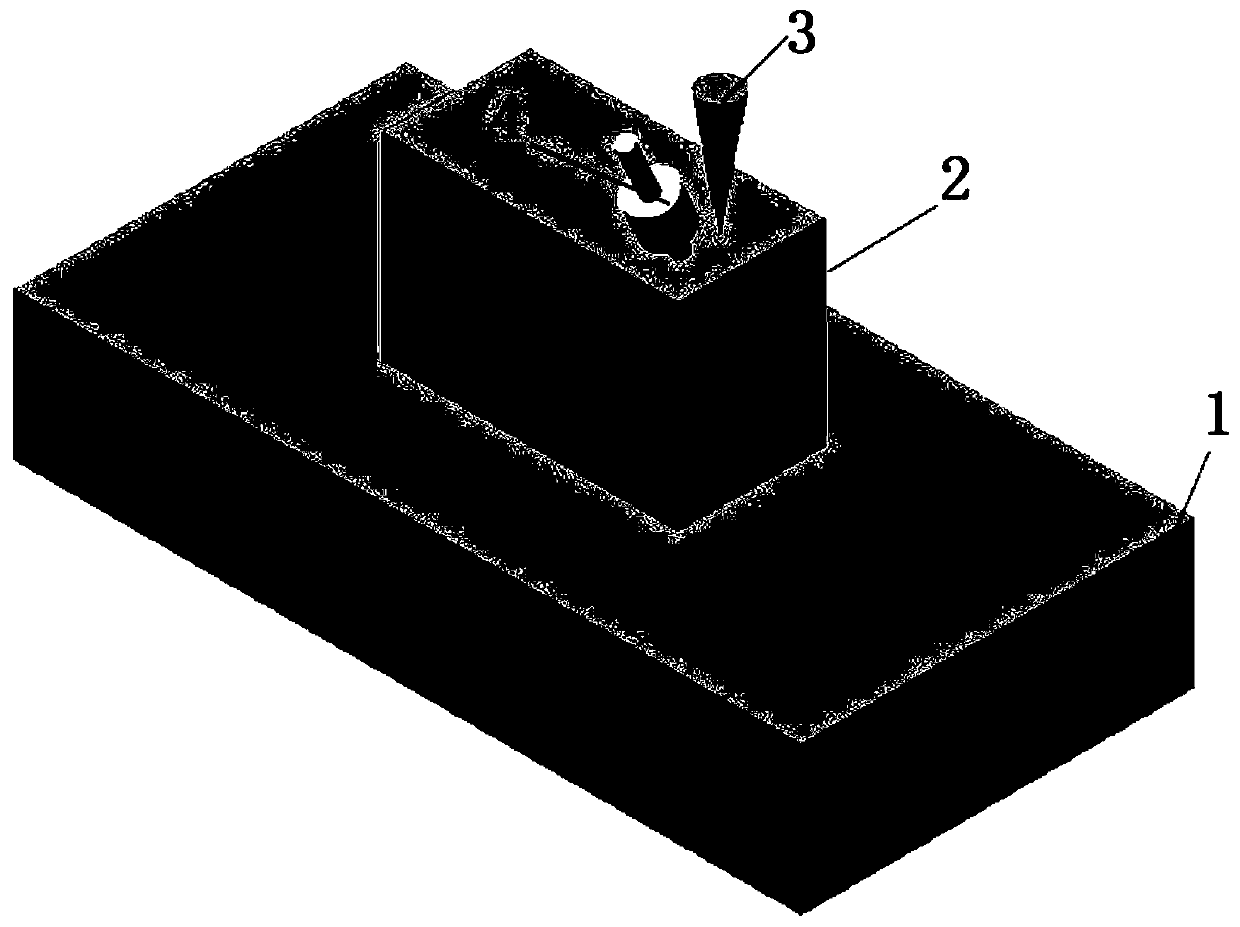
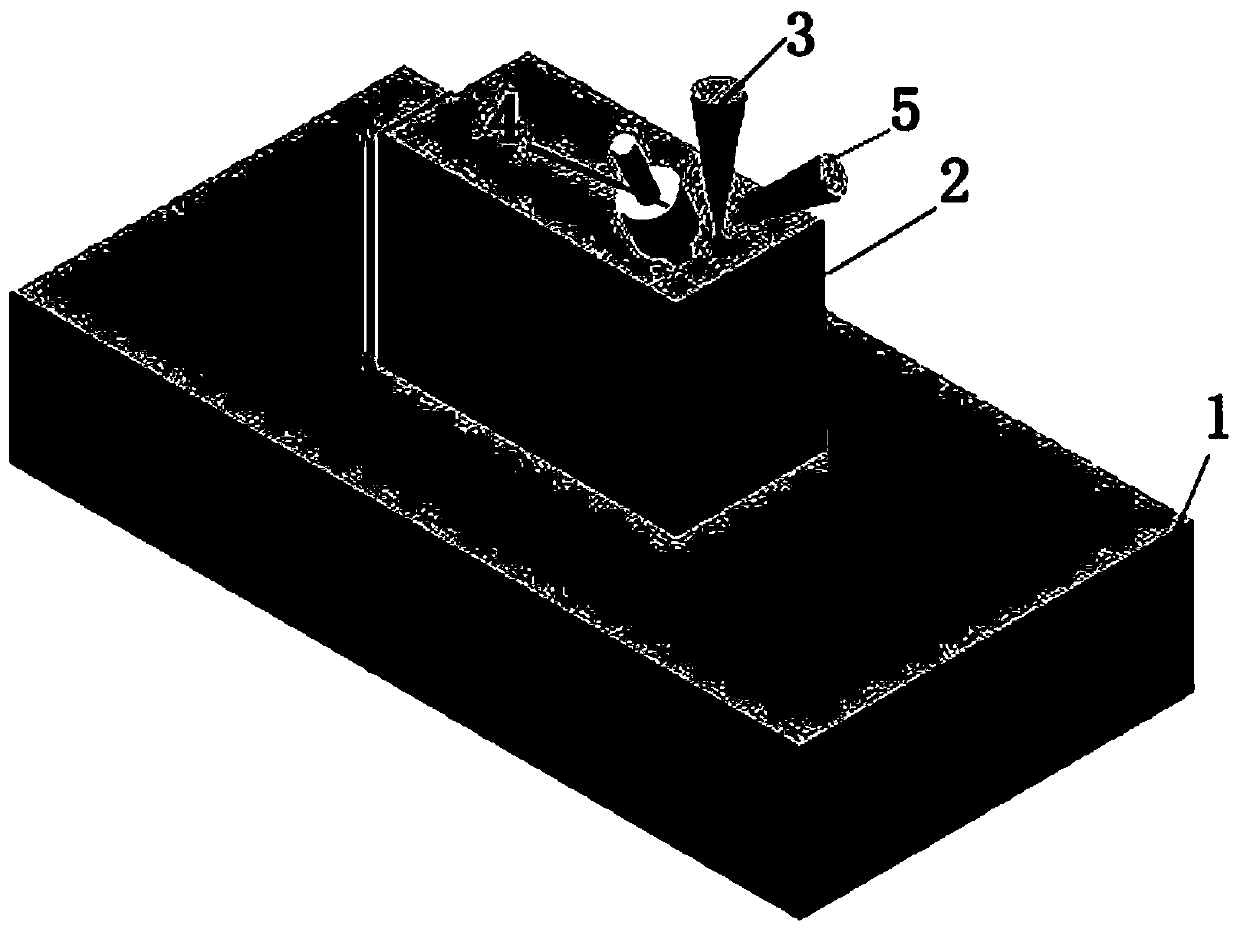
[0038] A method for high-entropy alloy arc-laser composite additive manufacturing, including using low-power fiber laser and MIG arc as a composite heat source, melting high-entropy alloy welding wire on a substrate to carry out surfacing welding according to a specified path, and the surfacing layer is superimposed layer by layer Forming the required high-entropy alloy structural parts specifically includes the following steps:
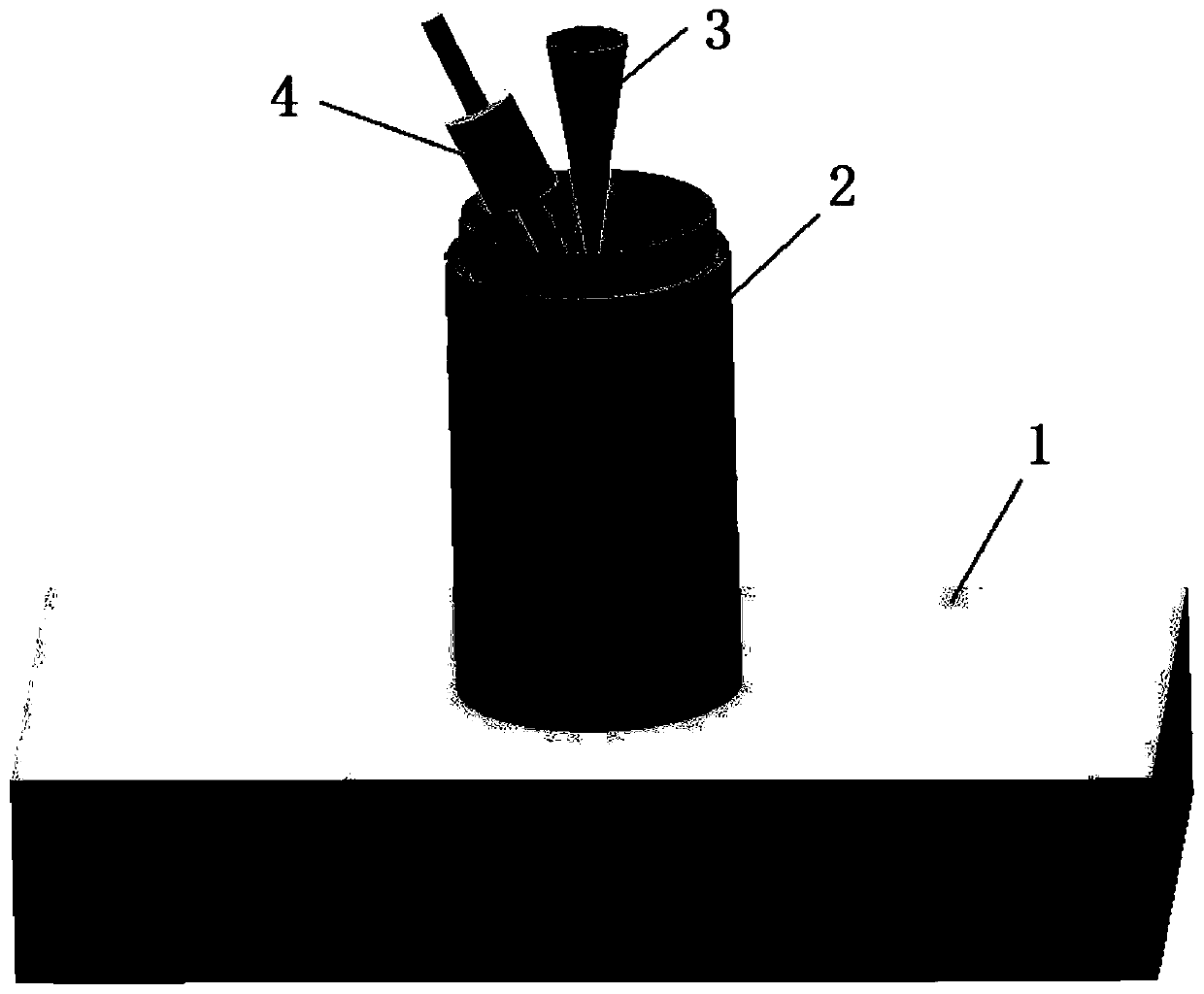
[0039] S1. The low-power pulsed laser and the MIG arc are combined to form a composite heat source. The arc is in front and the laser is in the back. The high-entropy alloy welding wire is sent as the melting electrode through the MIG welding torch, and both the laser gun and the MIG welding torch are located above the substrate. The angle between the laser gun and the MIG welding torch is α, and the distance between the light wires is L;
[0040] Specifically, in step S1, the angle α between the laser gun and the MIG welding torch is 25°-40°, and th...
Embodiment 2
[0051] A method for high-entropy alloy arc-laser composite additive manufacturing, including using low-power fiber laser and MIG arc as a composite heat source, melting high-entropy alloy welding wire on a substrate to carry out surfacing welding according to a specified path, and the surfacing layer is superimposed layer by layer Forming the required high-entropy alloy structural parts specifically includes the following steps:
[0052] S1. The low-power pulsed laser and the MIG arc are combined to form a composite heat source. The arc is in front and the laser is in the back. The high-entropy alloy welding wire is sent as the melting electrode through the MIG welding torch, and both the laser gun and the MIG welding torch are located above the substrate. The angle between the laser gun and the MIG welding torch is α, and the distance between the light wires is L;
[0053] Specifically, in step S1, the angle α between the laser gun and the MIG welding torch is 25°-40°, and th...
Embodiment 3
[0065] A method for high-entropy alloy arc-laser composite additive manufacturing, including using low-power fiber laser and MIG arc as a composite heat source, melting high-entropy alloy welding wire on a substrate to carry out surfacing welding according to a specified path, and the surfacing layer is superimposed layer by layer Forming the required high-entropy alloy structural parts specifically includes the following steps:
[0066] S1. The low-power pulsed laser and the MIG arc are combined to form a composite heat source. The arc is in front and the laser is in the back. The high-entropy alloy welding wire is sent as the melting electrode through the MIG welding torch, and both the laser gun and the MIG welding torch are located above the substrate. The angle between the laser gun and the MIG welding torch is α, and the distance between the light wires is L;
[0067] Specifically, in step S1, the angle α between the laser gun and the MIG welding torch is 25°-40°, and th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com