

Heat treatment method for controlling hardness and deformation of low-carbon alloy steel gear
A technology of low carbon alloy steel and heat treatment method, applied in heat treatment furnace, heat treatment equipment, heat treatment process control and other directions, can solve the problems of high hardness and difficult processing, achieve small heat treatment deformation, reasonable process technology, and solve difficult machining problems Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] A spiral bevel gear for an aviation product requires a tooth carburizing depth of 1.20-1.50mm, a tooth carburizing surface hardness of 58-63HRC, and a tooth root cone relative to the root cone simulation size reading of +0.03-+0.15.
[0036] like Figure 7 As shown, a heat treatment method for controlling the hardness and deformation of low-carbon alloy steel gears in this embodiment includes the following steps:
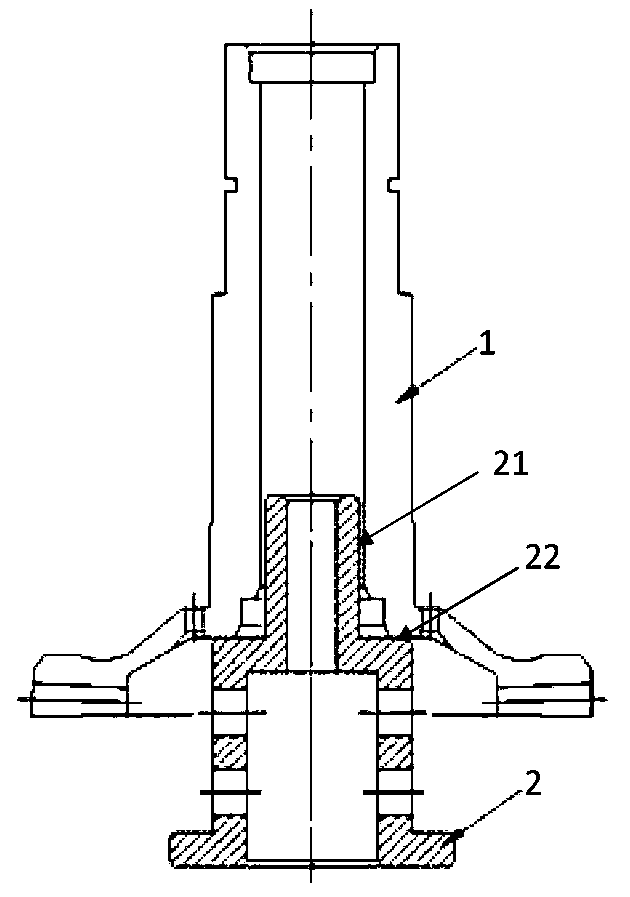
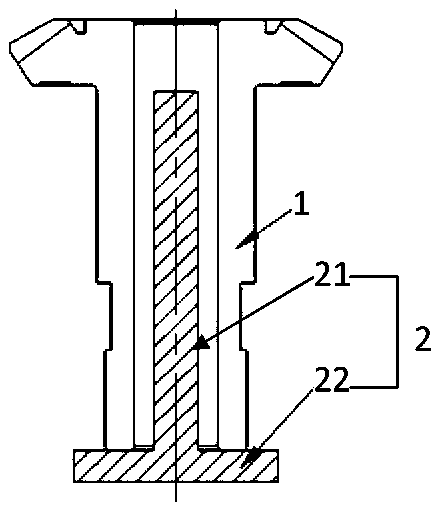
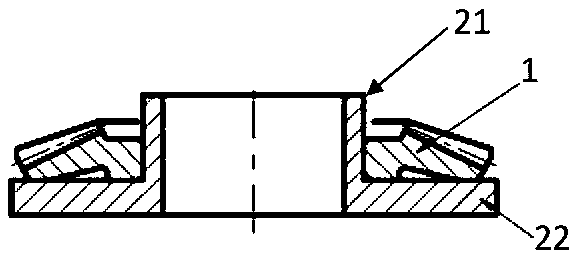
[0037] (1) Low-carbon alloy steel gear part 1 has completed the carburized surface tooth part and runway processing before carburizing, and the remaining surface has a carburized layer turning allowance (greater than 2 times the carburizing depth) so that the low-carbon alloy steel gear Part 1 is overall carburized.
[0038] (2) Low-carbon alloy steel gear part 1 is placed in the sand blowing machine to clean the carburized surface of the runway and the teeth. The corundum sand grain size is 100 mesh and the wind pressure is 0.1MPa to ensure that the sand bl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More