

Refined grain plastic deformation method and twin crystal material preparation device
A technology for plastic deformation and grain refinement, which is applied in the field of material processing and can solve problems that hinder the development of plastic deformation technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
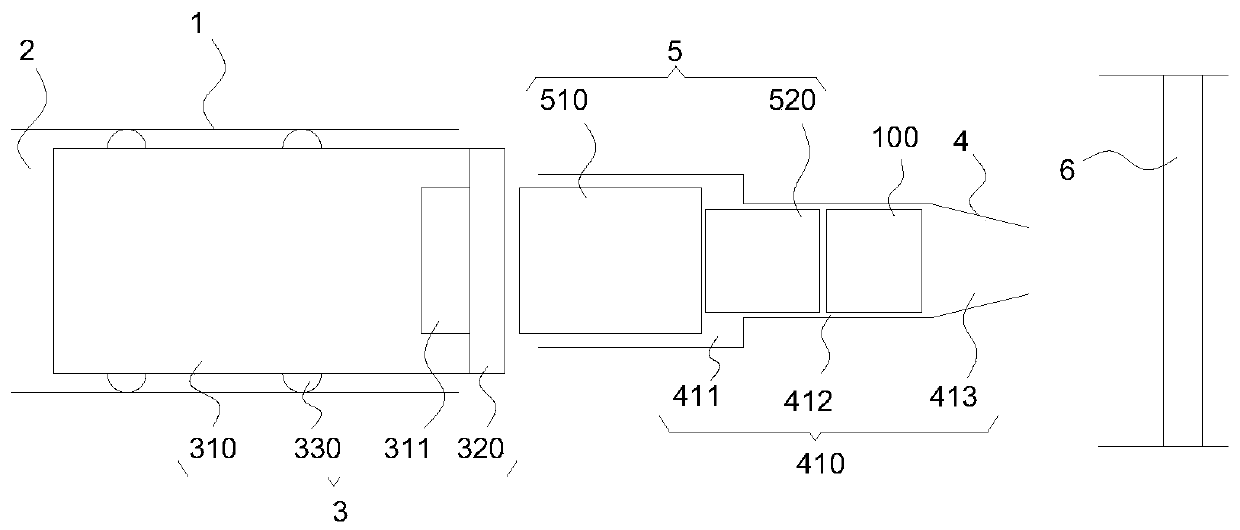
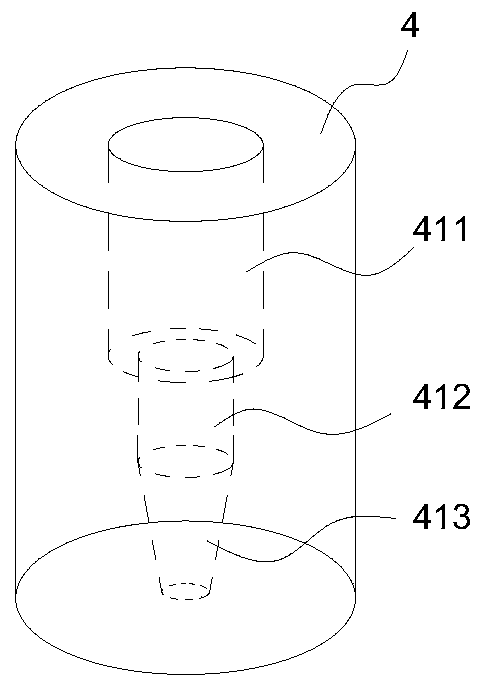
[0050] Cut the rolled pure copper plate into a cylindrical bar with a diameter of 8mm and a length of 12-14mm along the ND, apply MoS2 lubricant on the surface and place it in the initial sample 100 slot of the mold 4, and then push the material The front part of the part 5 is the collimating rod 520 and the rear part is the punching rod 510, which is installed on the mold 4, so that the material pushes the front part and the rear part of the part 5 into the channel 410 of the mold 4; use nitrogen or argon (7-10MPa ) accelerates the bullet 3, and the exit speed of the muzzle projectile is 230m / s as measured by the magnetic velocity measuring device. If the air pressure is too small (less than 7MPa) during the impact process, the sample 100 cannot be completely extruded from the mold 4. Cross-sectional channel, if the air pressure charged is too high (higher than 10MPa), the kinetic energy of the impact is too large. After the appropriate air pressure is charged, the punch 510 w...
Embodiment 2
[0053] Cut the rolled-formed pure nickel plate into a cylindrical bar with a diameter of 8mm and a length of 12-14mm along the ND, apply MoS2 lubricant on the surface and place it in the channel 410 of the initial cylinder of the mold 4, and then align the Rod 520 and punch rod 510 are installed on the mold 4, make material pushing part 5 insert channel 410; Use nitrogen or argon gas (7-10MPa) to bullet 3 acceleration, the muzzle projectile speed of measuring through magnetic velocity measuring device is 190m / s, if the air pressure charged during the impact process is too small, the sample 100 cannot be completely extruded from the variable-section channel of the mold 4; Finally, the punch 510 of the material pushing part 5 squeezes the pure nickel sample 100 at high speed after being hit by the bullet 3 , and the pure nickel undergoes dynamic and severe plastic deformation when passing through the channel with variable cross-section, and finally the deformed sample 100 is obt...
Embodiment 3
[0056] Cut the rolled-formed pure aluminum plate into a cylindrical bar with a diameter of 8 mm and a length of 12-14 mm along the ND, apply MoS2 lubricant on the surface and place it in the channel 410 of the mold 4, and then place the collimation rod 520 And the punch rod 510 is installed on the mold 4, the front and the rear of the material pushing part 5 are inserted into the channel 410; use nitrogen or argon (7-10MPa) to accelerate the bullet 3, record the muzzle projectile through the magnetic velocity measuring device The speed is 190m / s. If the air pressure charged during the impact process is too small, the sample 100 cannot be completely extruded from the variable-section channel 410 of the mold 4. If the air pressure charged is too high, the kinetic energy of the impact is too large. After being filled with a suitable air pressure, the punch 510 of the material pushing part 5 extrudes the pure aluminum sample 100 at a high speed after being hit by the bullet 3, and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More