Pore defect removing method for metal additive manufacturing component based on online monitoring
A metal additive and additive manufacturing technology, applied in the field of additive manufacturing, can solve the problems of internal pore defect retention, adverse effects, inability to impact hardening of workpieces, etc., to promote recrystallization, avoid warpage, and simplify the laser shock strengthening process. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The method of the present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
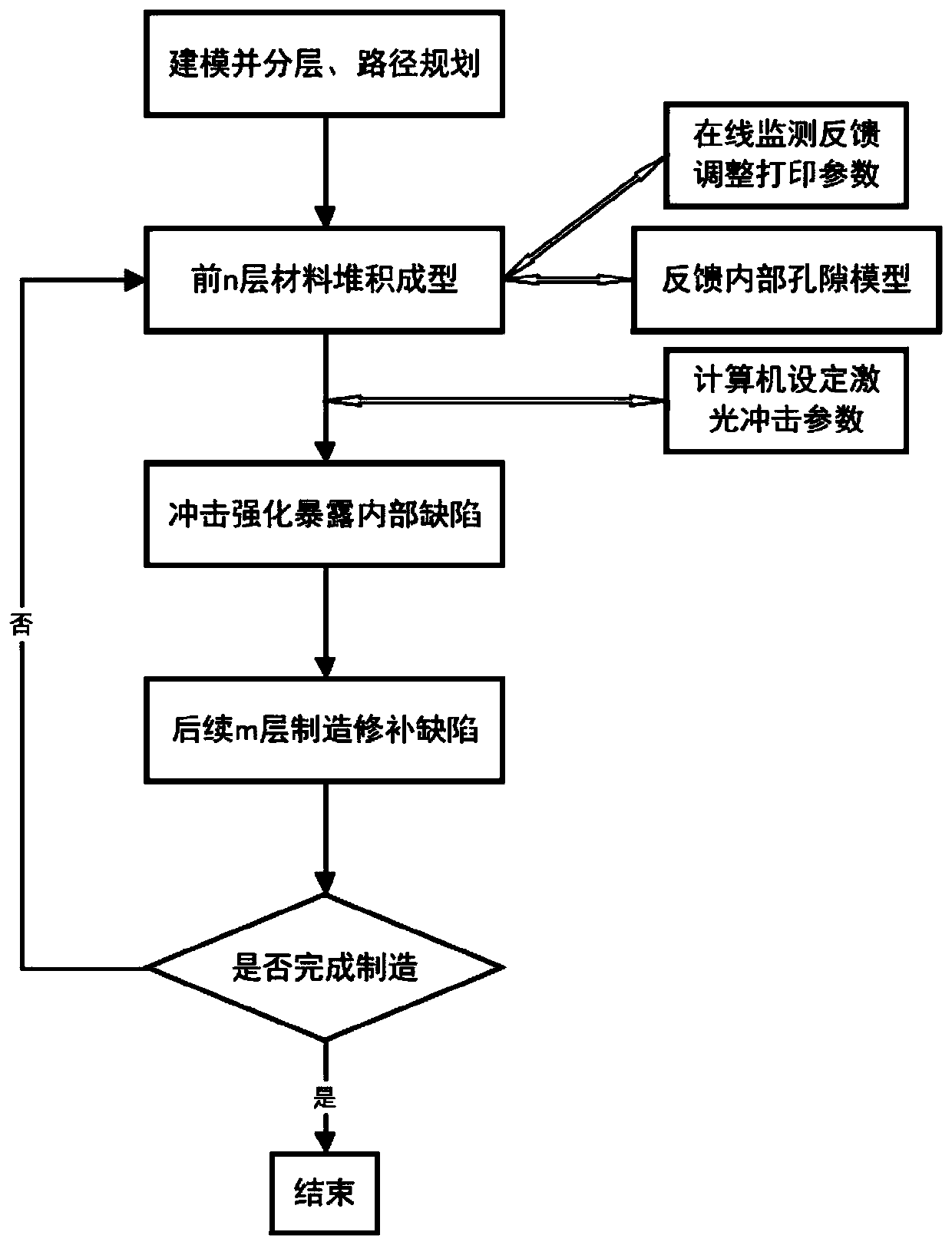
[0030] Such as figure 1 As shown, a method for removing pore defects in metal additive manufacturing components based on online monitoring includes the following steps:
[0031] 1) Carry out three-dimensional modeling with computer CAD software to obtain a sample model with a size of 100mm*60mm*60mm, and use the DED metal additive manufacturing system slice layer software to layer the model and plan the path;
[0032] 2) The DED metal additive manufacturing system carries out the additive manufacturing process. The wire material AA5183 aluminum alloy is selected as the raw material to deposit the first layer of material. Since the single layer thickness of the WAAM process deposition material is large, the first 1 layer is selected in this embodiment. Floor;
[0033] In the WAAM process deposition process, the wire feeding speed is 15....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More