

Machining method of specially-shaped titanium alloy needle tubes
A processing method and titanium alloy technology, which is applied in the processing field of titanium alloy special-shaped needle tubes, can solve the problems of corrosion resistance and service life that are difficult to meet the analysis tester, poor measurement accuracy, and increase analysis costs, so as to reduce inspection quality accidents, High precision, solve the effect of difficult processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] This embodiment includes the following steps:
[0030] Step 1. Cut the TC4 ELI titanium alloy wire for surgical implantation with a diameter of Φ6mm and meet the GB / T 13810-2017 standard with a metal cutting machine, and then use a flat-end machine to flatten both ends to obtain a cylindrical rod with a length of 140mm;
[0031] Step 2. Drill a central deep hole with a diameter of Φ1.42mm in the center of the end face of the cylindrical rod obtained in step 1 to obtain a thick-walled pipe;
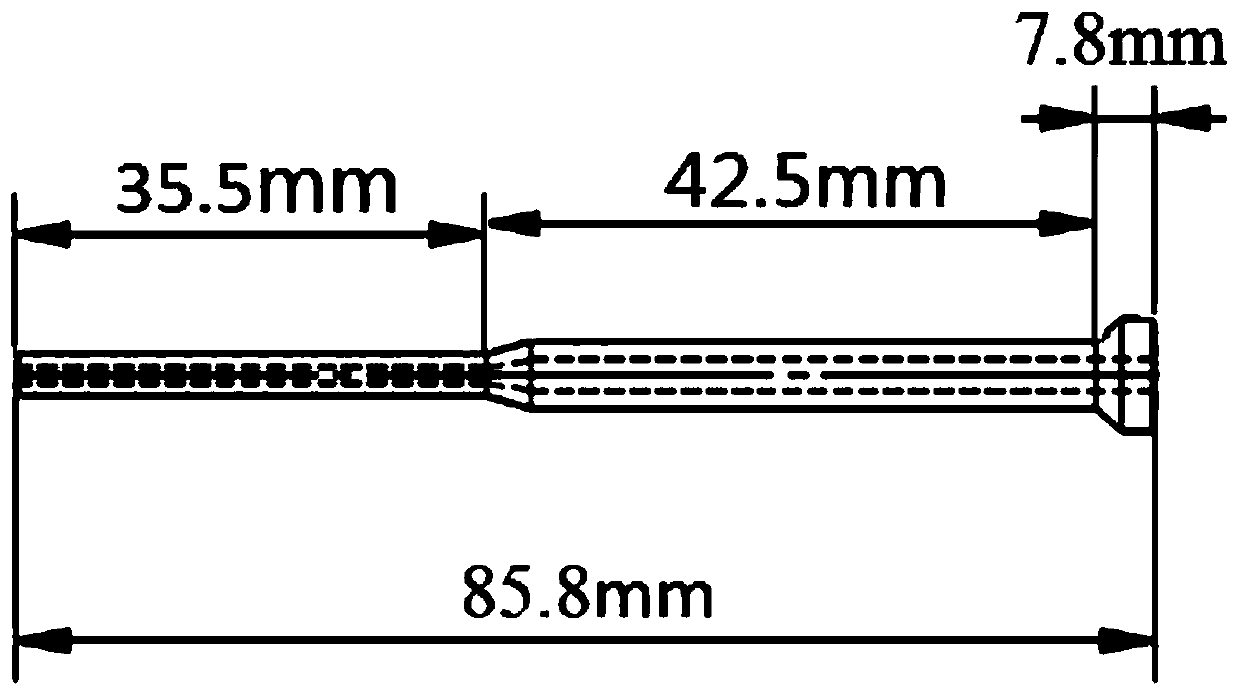
[0032] Step 3. Process the thick-walled tube obtained in step 2 on a CNC lathe, with one end of the thick-walled tube as the head and a length of 28 mm. The outer diameter of the tube body is Φ5.42 mm, and then the remaining tube of the thick-walled tube The outer diameter of the body is processed to Φ3.22mm;
[0033] Step 4. Process the thick-walled pipe after the outer diameter processing in step 3 on a CNC lathe, and process the outer diameter of a section of the pipe body whose...
Embodiment 2
[0041] This embodiment includes the following steps:
[0042] Step 1. Cut the TC4 ELI titanium alloy wire for surgical implantation with a diameter of Φ5mm and comply with the GB / T 13810-2017 standard with a laser cutting machine, and then use a flat-end machine to flatten both ends to obtain a cylindrical rod with a length of 130mm;
[0043] Step 2, using a deep hole drilling machine to drill a central deep hole with a diameter of Φ1.4mm in the center of the end face of the cylindrical rod obtained in step 1 to obtain a thick-walled pipe;
[0044] Step 3. Process the thick-walled tube obtained in step 2 on a CNC lathe, with one end of the thick-walled tube as the head and a length of 19.5 mm. The outer diameter of the tube body is Φ4.42 mm, and then the remaining thick-walled tube The outer diameter of the pipe body is processed to Φ2.22mm;
[0045] Step 4. Process the thick-walled pipe after the outer diameter processing in step 3 on the CNC lathe, and process the outer dia...
Embodiment 3
[0051] This embodiment includes the following steps:
[0052] Step 1. Cut the TC4 ELI titanium alloy wire for surgical implants with a diameter of Φ7mm and meet the GB / T 13810-2017 standard with a wire-cut electric discharge machine, and then use a flat-end machine to flatten both ends to obtain a cylinder with a length of 150mm Great;
[0053] Step 2. Drill a central deep hole with a diameter of Φ1.5mm in the center of the end face of the cylindrical rod obtained in step 1 to obtain a thick-walled tube;
[0054] Step 3. Process the thick-walled tube obtained in step 2 on a CNC lathe, with one end of the thick-walled tube as the head, and the outer diameter of a section of the tube body with a length of 37.5 mm is processed to Φ6.42 mm, and then The outer diameter of the pipe body is processed to Φ4.22mm;
[0055] Step 4. Process the thick-walled pipe after the outer diameter processing in step 3 on the CNC lathe, and process the outer diameter of a section of the pipe body ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More