

Corrosion-resistant hard alloy and application thereof in aspect of preparation of artificial board saw
A cemented carbide, corrosion-resistant technology, used in other manufacturing equipment/tools, engine components, turbines, etc., can solve problems affecting the service life of artificial panel saws, general corrosion resistance, etc., to improve service life and corrosion resistance. Good, high hardness effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
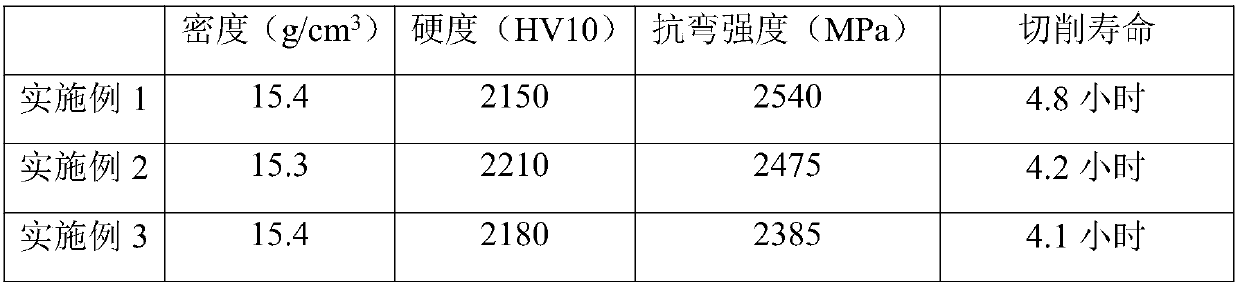
Embodiment 1
[0027] This embodiment provides a method for preparing an artificial panel saw, comprising the following steps:
[0028] S1. Mix cemented carbide and polyethylene glycol evenly and then perform ball milling. The main components and mass percentages of cemented carbide are: 1.5% Co, 0.5% Ni, 0.35% Cr 3 C 2 , 0.1% Re, the balance is 0.4μmWC; the amount of polyethylene glycol is 2% of the cemented carbide;
[0029] S2. Put the mixed material after ball milling in the step S1 into the saw blade mould, and press to form. Molding pressure is 65MPa;
[0030] S3. Vacuum sintering the saw blade substrate blank and the saw blade serration blank, the sintering process parameters are as follows: the temperature is 1450°C, and the time is 60min to obtain the saw blade substrate and saw blade teeth;
[0031] S4. Weld the saw teeth on the saw blade substrate, grind and coat the saw blade to obtain a wood-based panel saw.
Embodiment 2
[0033] This embodiment provides a method for preparing an artificial panel saw, comprising the following steps:
[0034] S1. Mix cemented carbide and polyethylene glycol evenly before ball milling, wherein the main components and mass percentages of cemented carbide are: 1.5% Co, 0.9% Ni, 0.3% Cr 3 C 2 , 0.3% Re, the balance is 0.2μmWC; the amount of polyethylene glycol is 2% of the cemented carbide;
[0035] S2. Put the mixed material after ball milling in the step S1 into the saw blade mould, and press to form. Molding pressure is 80MPa;
[0036] S3. Vacuum sintering the saw blade substrate blank and the saw blade sawtooth blank, the sintering process parameters are as follows: the temperature is 1450°C, and the time is 60min to obtain the saw blade sawtooth;
[0037] S4. Weld the saw teeth on the saw blade substrate, grind and coat the saw blade to obtain a wood-based panel saw.
Embodiment 3
[0039] This embodiment provides a method for preparing an artificial panel saw, comprising the following steps:
[0040] S1. Mix the cemented carbide and polyethylene glycol evenly and then perform ball milling. The main components and mass percentages of the cemented carbide are: 1.08% Co, 0.225% Ni, 0.075% Cr 3 C 2 , 0.12% Re, the balance is 0.4μmWC; the amount of polyethylene glycol is 2% of the cemented carbide;
[0041] S2. Put the mixed material after ball milling in the step S1 into the saw blade mould, and press to form. Molding pressure is 60MPa;
[0042] S3. Vacuum sintering the saw blade substrate blank and the saw blade sawtooth blank, the sintering process parameters are as follows: the temperature is 1450°C, and the time is 80min to obtain the saw blade sawtooth;
[0043] S4. Weld the saw teeth on the saw blade substrate, grind and coat the saw blade to obtain a wood-based panel saw.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More