

Low-pinhole, super-wide and ultra-thin aluminum foil preparation method
An ultra-thin aluminum foil and pinhole technology, which is applied in metal rolling, contour control, etc., can solve the problems of excessive pinholes in aluminum foil and difficulty in controlling the shape of aluminum foil
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
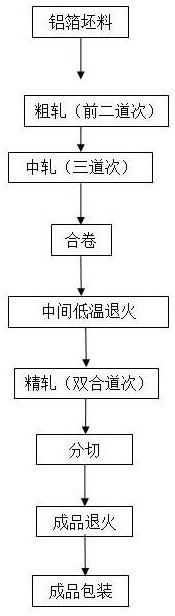
[0027] A preparation method of low-pinhole ultra-wide ultra-thin aluminum foil, the method comprising the following steps:
[0028] Step 1: Check the water, air, pump, point, valve and carbon dioxide fire extinguishing system of the rolling mill to ensure that there is no error before starting up.
[0029] Step 2: Lift the aluminum foil blank to the uncoiling saddle of the rough rolling mill, transport the aluminum foil blank to the cone head of the uncoiler with a feeding trolley, clamp the aluminum foil blank, open the roll gap and manually pass the blank through the roll gap of the rolling mill to the coil Wrap it on the machine sleeve.
[0030] Step 3: Input rough rolling control parameters on the rolling mill parameter panel: pass thickness: 0.1mm, rolling force: 1241KN, rolling speed: 500m / min, uncoiling tension: 40Mpa, coiling tension: 40Mpa, target plate Type: 14I, Bending Roll: -10~10%, VC: 0~30%, Oil Temperature: 40°C, Oil Pressure: 6bar, Flow Rate: 60%, Roll Roughn...
Embodiment 2
[0042] The difference between embodiment 2 and embodiment 1 is that the process parameters of step 12 and step 13 are different, specifically: step 12: slitting the rolled aluminum foil to the slitting machine, the specific production process of slitting is: slitting speed The control is 400m / min; the upper and lower coiling tension is controlled at 45MPa, and the tension gradient is 20%; the upper and lower pressure roller pressure is 1.3N / m, the upper and lower contact roller pressure is 2.0N / m, and the upper and lower coiling pressure gradient is 100%.
[0043] Step 13: Carry out finished product annealing to the finished aluminum foil. The finished product annealing process is as follows: in the heating stage, the heating rate is 2°C / hour; in the holding stage, the holding temperature is 180°C, and the holding time is 50 hours; Stage, cooling rate is 0.5 ℃ / hour; Pack after annealing finishes.
Embodiment 3
[0045] The difference between embodiment 3 and embodiment 1 is that the process parameters of step 12 and step 13 are different, specifically: step 12: slitting the rolled aluminum foil to the slitting machine, the specific production process of slitting is: slitting speed The control is 500m / min; the upper and lower coiling tension is controlled at 45MPa, and the tension gradient is 20%; the upper and lower pressure roller pressure is 1.3N / m, the upper and lower contact roller pressure is 2.0N / m, and the upper and lower coiling pressure gradient is 100%.
[0046] Step 13: Anneal the finished aluminum foil. The annealing process for the finished product is as follows: in the heating stage, the heating rate is 5°C / hour; in the holding stage, the holding temperature is 190°C, and the holding time is 30 hours; stage, the cooling rate is 4°C / hour; pack after annealing.
[0047] Comparative test 1
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More