An alloy-composite material friction stir welded joint and its preparation method
A composite material and friction stir technology, which is applied in welding equipment, metal material coating technology, non-electric welding equipment, etc., can solve the problem of low strength of the connection interface, and achieve the effects of easy industrialization, strong adaptability, and improved uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] The aluminum alloy whose surface is covered with CNTs coating comprises the following steps:
[0038] (1) spray catalyst
[0039] A nickel nitrate solution with a concentration of 1 mol / L is uniformly sprayed on the surface of the aluminum alloy through a spray gun to obtain a catalyst-loaded aluminum alloy workpiece;
[0040] (2) Preparation by flame method
[0041] The catalyst-loaded aluminum alloy workpiece was placed at a position where the temperature of the ethanol flame was 1000° C., and stayed for 10 minutes to prepare an aluminum alloy whose surface was covered with a CNTs coating with a thickness of 16 um.
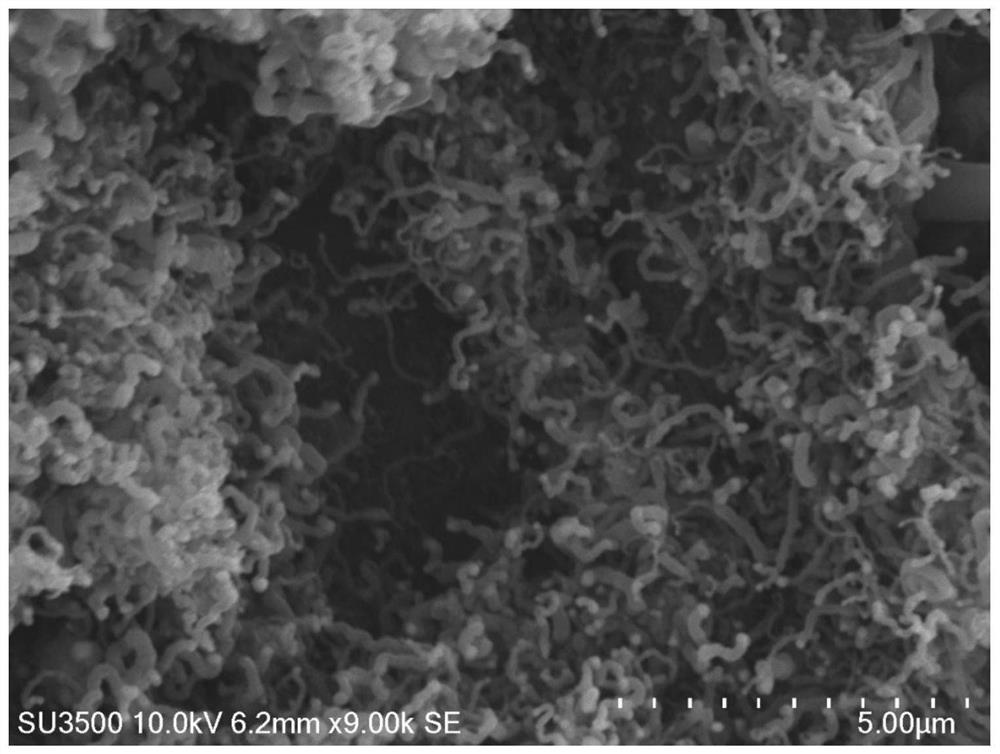
[0042] The microscopic morphology of the aluminum alloy whose surface is covered with CNTs coating prepared in this example is shown in figure 1 , it can be seen from the figure that the CNTs on the aluminum alloy are intertwined with each other to form a haphazard coating.
[0043] Preparation of aluminum alloy-GF (glass fiber) / PEI composite material ...
Embodiment 2
[0047] The preparation of the nickel-chromium alloy whose surface is covered with CNTs coating comprises the following steps:
[0048] (1) spray catalyst
[0049] The ferric chloride solution with the concentration of the prepared substance being 1mol / L is evenly sprayed on the surface of the nickel-chromium alloy by a spray gun to obtain a catalyst-loaded nickel-chromium alloy workpiece;
[0050] (2) Preparation by flame method
[0051] The catalyst-loaded nickel-chromium alloy is placed in a place where the temperature of the methane flame is 900° C., and stays for 15 minutes to prepare a nickel-chromium alloy workpiece covered with a CNTs coating with a thickness of 15 μm.
[0052] The preparation of CNTS coating interface enhanced nickel-chromium alloy-GF / PEI composite material friction stir welding joint includes the following steps: the surface of the composite material workpiece is decontaminated, cleaned and other pretreatments are installed on the workbench, and fixe...
Embodiment 3
[0055] The iron-chromium alloy whose surface is covered with CNTs coating comprises the following steps:
[0056] (1) spray catalyst
[0057] Cobalt nitrate solution with a concentration of 1 mol / L of the prepared substance is uniformly sprayed on the surface of the iron-chromium alloy through a spray gun to obtain a catalyst-loaded iron-chromium alloy workpiece;
[0058] (2) Preparation by flame method
[0059] Put the catalyst-loaded iron-chromium alloy at a position where the temperature of the ethane flame is 900° C., and stay there for 10 minutes to prepare an iron-chromium alloy workpiece covered with a CNTs coating with a thickness of 14 μm.
[0060] The preparation of a CNTs coating interface-enhanced iron-chromium alloy-GF / PEEK composite material friction stir welding joint includes the following steps:
[0061] After decontamination and cleaning the surface of the composite workpiece, install it on the workbench and fix it with a fixture; place the PEEK resin film ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More