

A hat-shaped steel rolling method and hat-shaped steel
A section steel and finishing rolling technology, which is applied to the hat section steel rolling method and the hat section steel field, can solve problems such as the inability to produce hat section steel, etc., and achieve the effects of reducing the difficulty of process design, reducing stable rolling, and reducing wear and tear.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
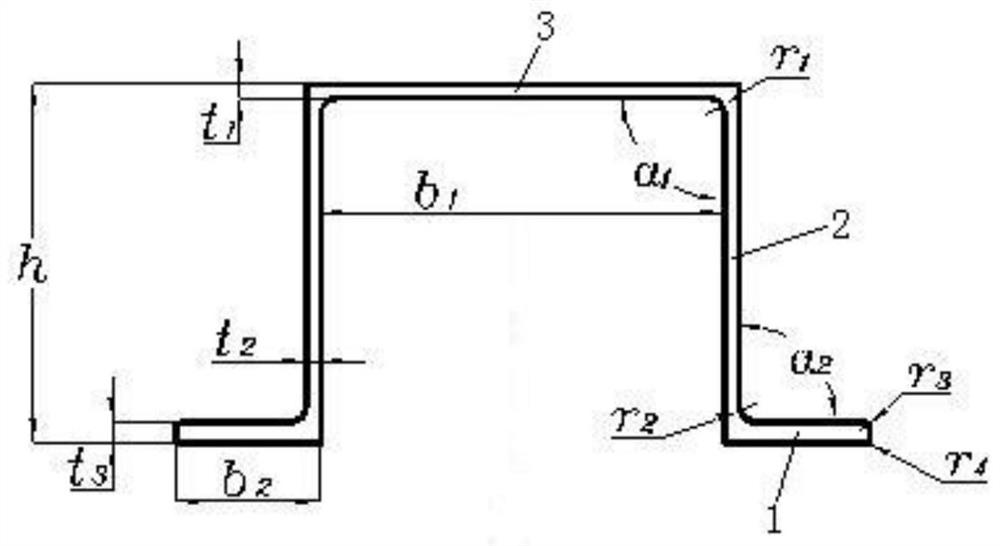
[0040] A hat-shaped steel rolling method, the rolling process comprises: heating → high-pressure water descaling → billet rough rolling → reciprocating continuous rolling → cooling → straightening;
[0041] A walking beam heating furnace can be used for heating, and the temperature of the soaking section of the heating furnace is preferably controlled at 1200-1280 °C to ensure that there is no obvious black mark on the bottom tube on the surface of the billet, and to ensure that the soaking section time is ≥ 30 minutes. In this example The preferred ≥ 33 minutes;
[0042] The working water pressure of the descaling machine in the high-pressure water descaling should not be lower than 16MPa, to ensure that the iron oxide scale of the billet is removed cleanly, and the running speed of the billet can be controlled at 0.5-2.5m / s, preferably 1.5-2m / s in this example;
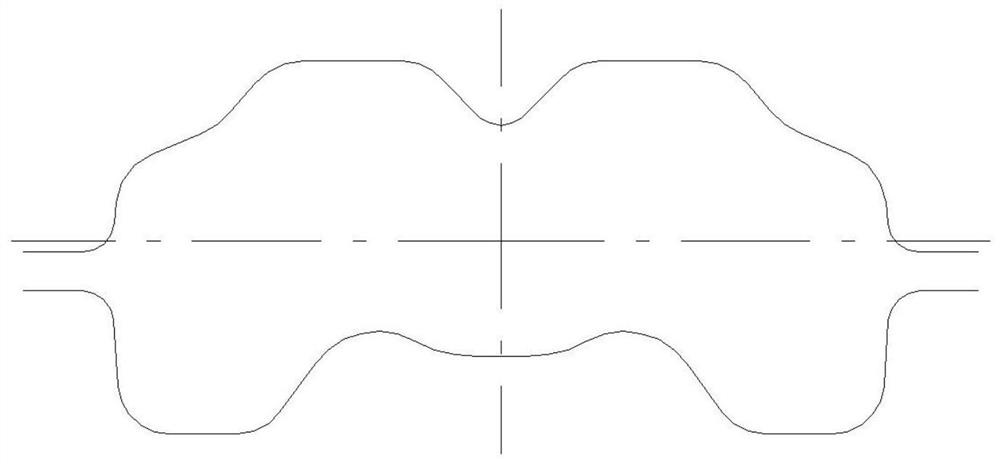
[0043] During rolling, the rolling holes shall include at least wavy flat arc pre-cut holes (such as figure 2 s...
Embodiment 2
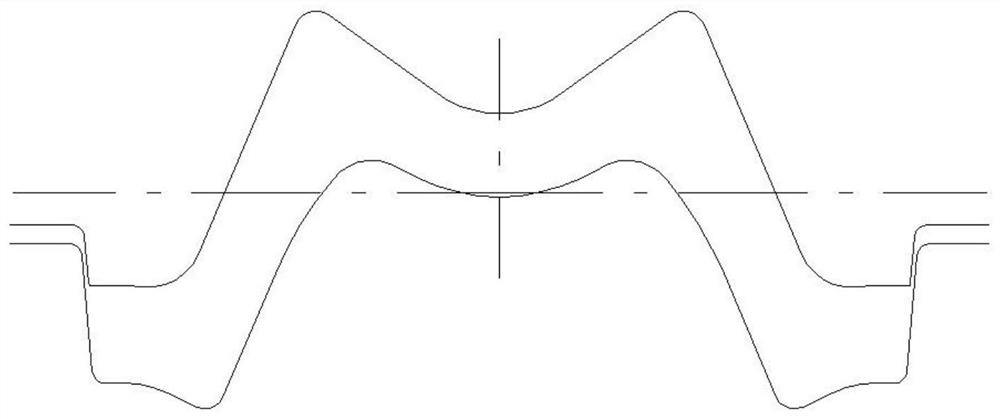
[0049] The difference between this embodiment and Embodiment 1 is that the rolling pass includes a flat arc pre-slit hole K10, a few types of slit holes K7, several types of finishing holes K5, and several types of finishing holes in the order of passes. K3 and the hot-rolled finished hole K1, other pass types can be added between each pass, and the total number of passes does not need to be controlled at 11 or 12, and the producer can adjust it as needed; but in principle, it still needs to be satisfied, from The angle between the upper leg and the middle arc section and the slope of the side wall of the upper leg gradually decrease according to the sequence of passes from the several cut holes to the hot-rolled finished hole.
Embodiment 3
[0051] The difference between this embodiment and Embodiment 1 is that the temperature of the soaking section of the heating furnace is controlled at 1220-1280°C, and the working water pressure of the descaling machine in the high-pressure water descaling is ≥20.5MPa;
[0052] On the basis of Example 1, the arc radii of the flat arc-shaped pre-cutting hole K11 and the angle between the tangents at both ends of the arc are as follows: β1-11: 40mm, 93.9°, β2-11: 40mm, 125.9°, β3 -11: 60mm, 96.7°, β4-11: 100mm, 150.8°, β5-11: 45mm, 118.3°, β6-11: 60mm, 153.3°, β7-11: 50mm, 130.3°, β8-11: 40mm, 128.7°, β9-11: 25mm, 77°;
[0053] The arc radius of the flat arc pre-cut hole K10 and the tangent angles at both ends of the arc are as follows: β1-10: 40mm, 112.9°, β2-10: 50mm, 108.8°, β3-10: 60mm, 89.2°, β4-10: 180mm, 160°, β6-10: 50mm, 123.1°, β7-10: 40mm, 123.1°, β8-10: 80mm, 133.6°, β9-10: 28mm, 87°;
[0054] The radii of the arcs and the angles of the tangents at both ends of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More