

Reverse gravity filling forming method for large-size complex amorphous alloy component
An amorphous alloy and anti-gravity technology, which is applied in the field of anti-gravity filling and forming of large-scale and complex amorphous alloy components, can solve the problems of amorphous alloy pollution, difficulty in filling complete components, and failure to meet cooling rate requirements, etc., to achieve mold filling Smooth, reducing the formation of air entrainment and slag inclusion, avoiding the effect of tumbling and splashing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
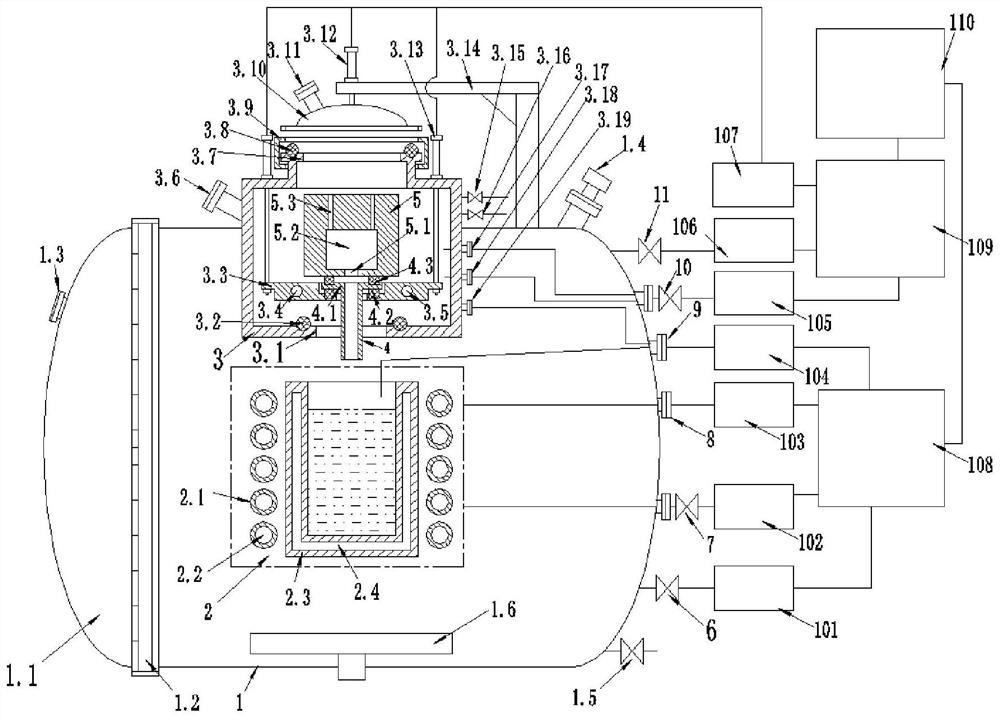
[0054] Specific implementation mode one: combine Figure 1-Figure 24 Describe this embodiment, the described method for filling and forming a large-scale complex amorphous alloy component against gravity, the method is realized according to the following structure:
[0055] It includes a smelting cabin, an induction heating system 2, an anti-gravity filling cabin 3, an anti-gravity filling riser 4, an amorphous component forming mold 5 and a computer-controlled actuator; the smelting cabin is a sealed tank, and the induction heating system 2 is set in the melting In the cabin, the reverse gravity filling cabin 3 is arranged above the induction heating system 2, and the reverse gravity filling cabin 3 is sealed and installed on the shell on the top of the smelting cabin, and the reverse gravity filling riser 4 is installed at the bottom of the reverse gravity filling cabin 3, The amorphous member forming die 5 is installed in the reverse gravity filling chamber 3 above the reve...
specific Embodiment approach 2
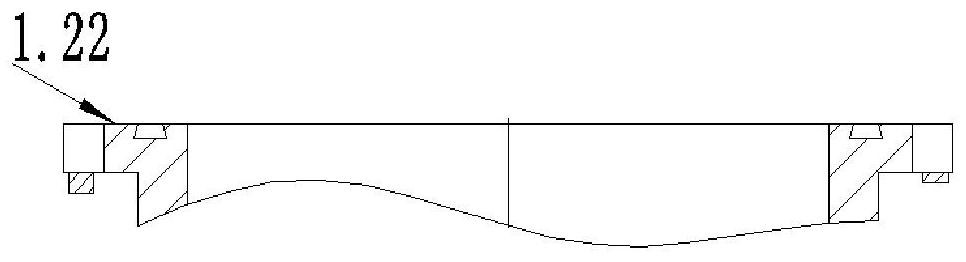
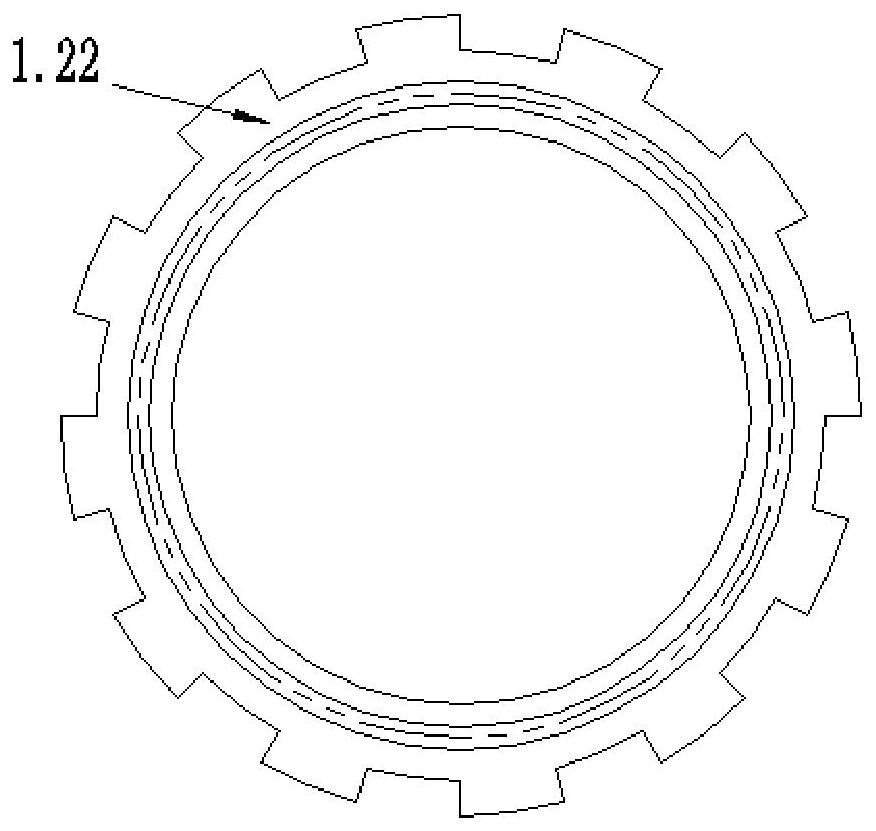
[0093] Specific implementation mode two: combination Figure 1-Figure 6 Describe this embodiment, a method for filling and forming large-scale complex amorphous alloy components against gravity in this embodiment, in step 1, the piston rod of the locking oil cylinder 1.23 drives the locking ring 1.21 of the smelting chamber on the two locking flanges 1.22, and the wedge-shaped iron block on the locking flange 1.22 and the wedge-shaped iron block of the smelting cabin locking ring 1.21 are squeezed when the smelting cabin locking ring 1.21 rotates, and then the two locking flanges 1.22 are squeezed Press to seal. Other compositions and connection methods are the same as those in Embodiment 1.
specific Embodiment approach 3
[0094] Specific implementation mode three: combination Figure 1-Figure 6 Describe this embodiment, a method for reverse gravity filling and forming of large-scale complex amorphous alloy components described in this embodiment, in step 2, the door drive cylinder 3.12 on the filling chamber opens the filling chamber top cover 3.10 in the pouring chamber, and is supported by the top cover of the filling chamber The arm 3.14 lifts the top cover 3.10 of the filling chamber and rotates it to a position deviated from the top opening of the cabin body 3.1, so as to facilitate loading and unloading of filling parts in the reverse gravity filling chamber 3. Other compositions and connection methods are the same as those in Embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More