

Butt-joint brazing method for Kovar alloy and copper
A brazing method and alloy technology are applied in the field of butt brazing of valve alloys and copper, which can solve the problems of poor fluidity of brazing filler metals, affecting the strength of welds, and scrapping parts.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The technical solution of the present invention is further described below, but the scope of protection is not limited to the description.
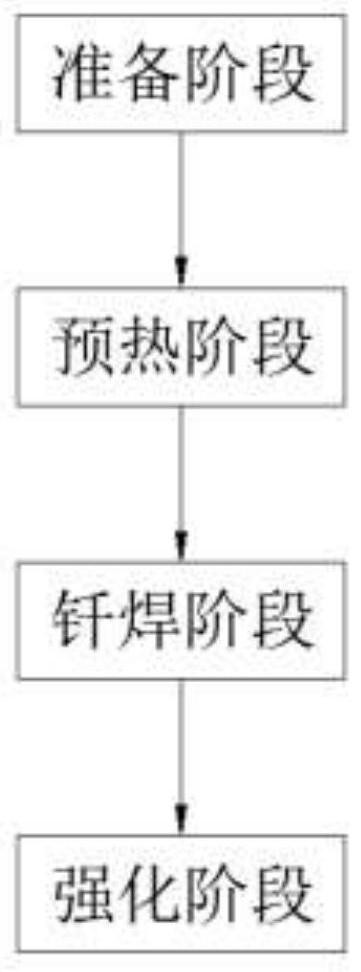
[0024] Such as figure 1 As shown, the present invention provides a kind of butt brazing method of valveable alloy and copper, comprising the following steps:
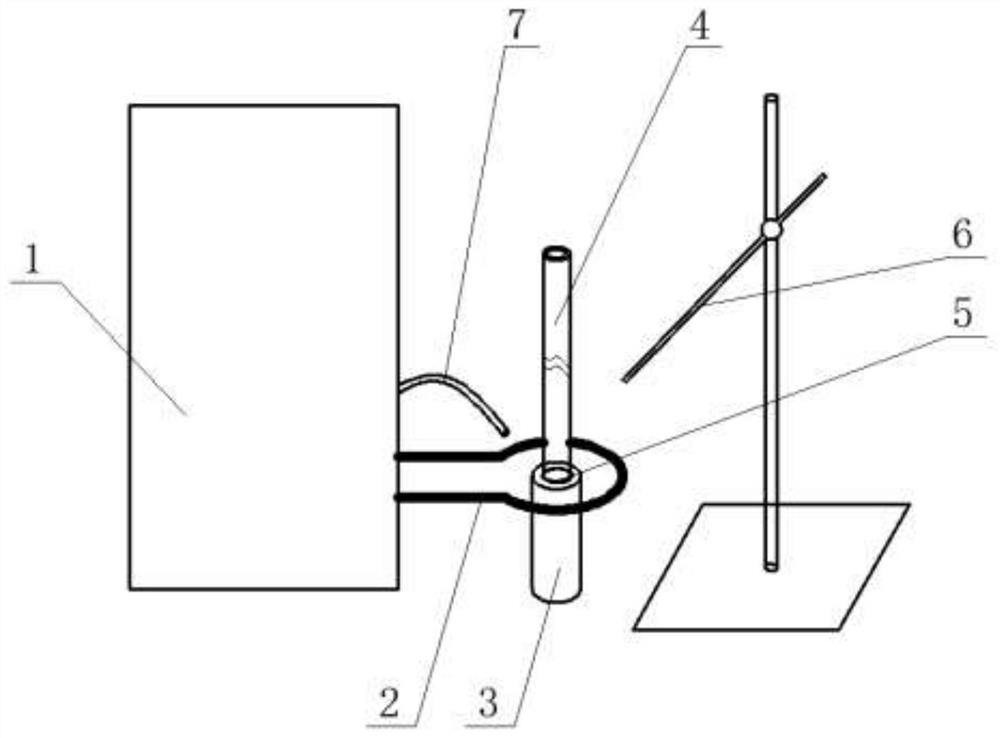
[0025] Step 1; preparation stage: provide high-frequency induction heating equipment 1, high-frequency induction heating equipment 1 includes a heating rod 2, the heating rod 2 is a closed ring structure, and the workpiece A3 made of valveable alloy and the workpiece made of copper are first After B4 is docked, place an appropriate amount of solder at the joint between workpiece A3 and workpiece B4, and then apply an appropriate amount of flux at the joint between workpiece A3 and workpiece B4, and then place the heating rod 2 around the joint between workpiece A3 and workpiece B4. Four weeks; in step 1, the workpiece A3 and the workpiece B4 are butted together through the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More