

Method for controlling grain size of low-carbon austenitic stainless steel extra-thick plate
A low-carbon austenite and stainless steel technology, applied in temperature control, elongation control, tool manufacturing, etc., can solve the problems of no obvious improvement in the uniformity of steel plate thickness, increased difficulty in steel plate production, and high production costs, and achieve optimal high pressure Effect of water descaling process and rolling process, reduction of surface scratches, reduction and pitting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
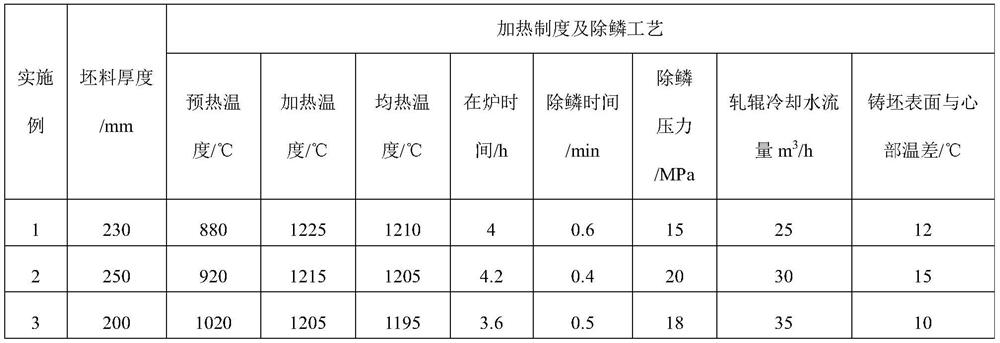
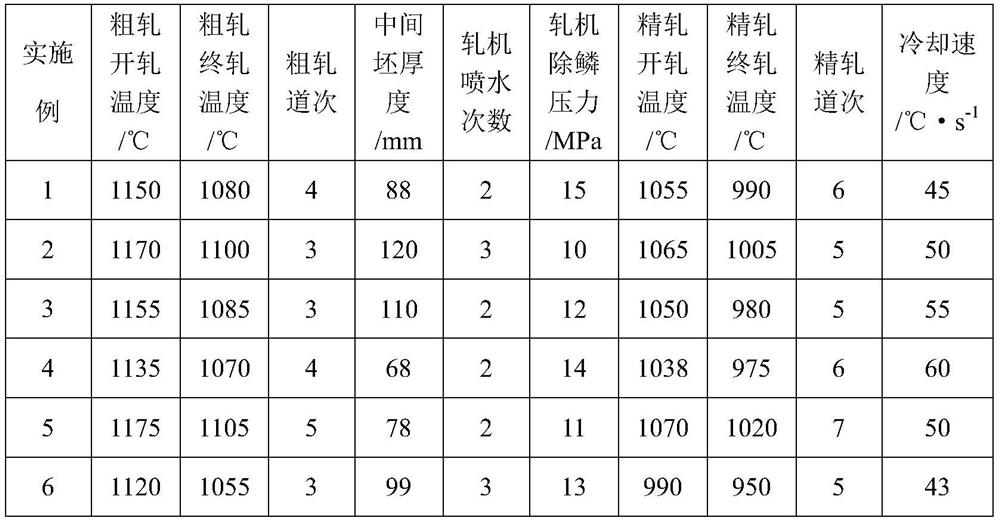
[0038] Table 1 is the chemical composition of the steel of the embodiment, and Table 2 is the heating system of the slab of the embodiment and the high-pressure water descaling process of the continuous casting slab; Table 3 is the rolling process of the steel in different rolling stages of the embodiment; Table 4 is the steel of the embodiment Reduction in each pass at different rolling stages; Table 5 shows the low-temperature impact properties of the steels in the examples and the grain size of the finished steel plates.
[0039] The chemical composition (wt, %) of the embodiment of the present invention of table 1
[0040] Example C Si mn Cr Ni N 1 0.021 0.38 1.75 18.7 9.2 0.0052 2 0.025 0.65 1.64 18.2 9.5 0.0071 3 0.03 0.45 1.73 19.1 9.3 0.0087 4 0.026 0.63 1.55 18.1 9.5 0.0119 5 0.023 0.44 1.63 18.6 9.7 0.0063 6 0.030 0.73 1.91 19.5 9.9 0.0323
[0041] Note: The main element in the steel is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More