

Machining method for multi-slotted lining
A slotted bushing and processing method technology, which is applied in the field of hole extrusion enhanced precision machining, can solve the problems of insignificant increase in the fatigue strength of the extruded workpiece, high cost of the hole extrusion strengthening process, and great influence of the residual stress of the hole wall. , to achieve the effects of not easy plastic deformation, wide applicability, and small deformation during heat treatment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0034] A method for processing a multi-slit bush, comprising the following steps:
[0035] (1) Select the multi-slit bushing material as 0Cr17Ni7Al;
[0036] (2) Blanking the 0Cr17Ni7Al bar based on the structural parameters of the extruded workpiece;
[0037] (3) Roughly process the blanked 0Cr17Ni7Al bar according to the design size of the multi-slit bushing;
[0038](4) Use the TH565 heat treatment system to heat-treat the rough-machined bar;
[0039] (5) The 0Cr17Ni7Al bar after heat treatment is drilled and formed into a bush;
[0040] (6) The bushing is grooved to form a multi-slit bushing.
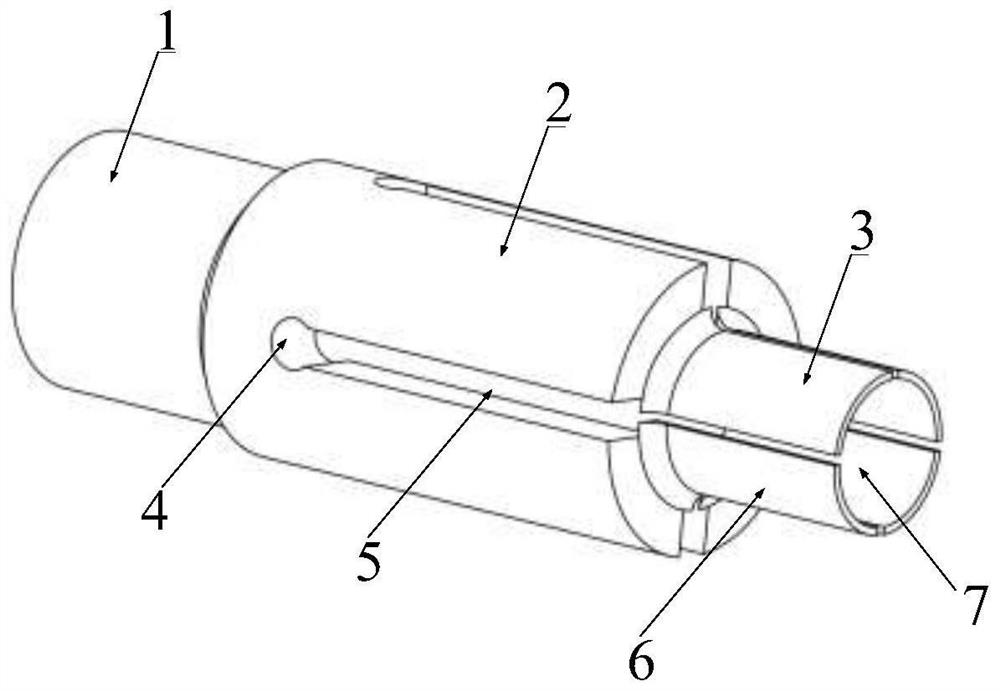
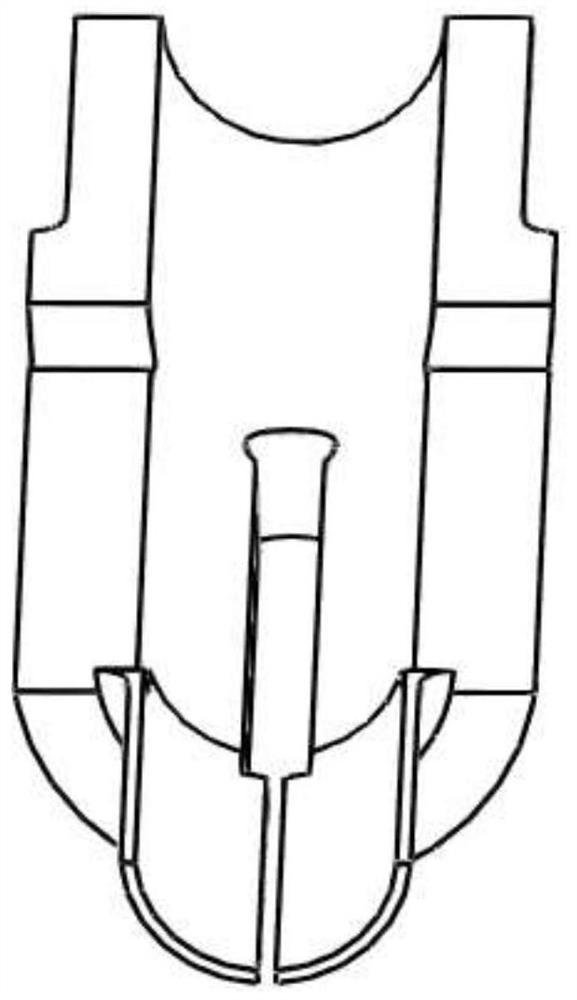
[0041] figure 1 It is a schematic diagram of the structure of the four-slit bush obtained in Example 1 of the present invention. The tail part 1 of the multi-slit bush is connected with the hole extrusion strengthening fixture. Close the slit of the front end 3, reduce the diameter of the front end 3, and make the outer diameter of the multi-slit bush smaller than the diameter ...
Embodiment 2
[0043] Embodiment 2 The investigation of heat treatment mode
[0044] There are three typical heat treatment systems for 0Cr17Ni7Al materials: TH565, RH510, and CH480. The effects of different heat treatment methods on material properties are as follows:
[0045] ①The heat treatment system of TH565 is: 1050℃, water or air cooling +760℃×90min / air cooling to ≤15℃+565℃×90min, air cooling. After TH565 heat treatment system heat treatment, the material HRC is 38~43, σ b is 1370MPa, σ 0.2 It is 1280MPa, and the elongation is 9%.
[0046] ②RH510 heat treatment system: 1050℃, water or air cooling +950℃×10~30min, air cooling+(-73℃)×4~8h cold treatment +510℃×30~60min, air cooling. After heat treatment of RH510 heat treatment system, the HRC of the material is 44~48, σ b is 1620MPa, σ 0.2 It is 1510MPa, and the elongation is 6%.
[0047] ③ CH480 heat treatment system: 1050°C, water or air cooling + cold rolling or cold drawing (about 60% deformation) + 480°C × 60min, air cooling. ...
Embodiment 3
[0050] Since the following formula exists in the hole extrusion strengthening process:
[0051] D+2t=D 0 +Ea=D 0 (1+E r ),in,
[0052] D is the diameter of the working ring of the extrusion mandrel;
[0053] D. 0 is the diameter of the initial hole of the extruded workpiece;
[0054] t is the bushing thickness;
[0055] E. r is the relative extrusion amount;
[0056] The nominal aperture is 16 / 32in, 1in=25.4mm, and the nominal aperture is 16 / 32in=12.7mm, that is, the final hole diameter is 12.7mm. With the diameter of the final hole being 12.7mm, the relative extrusion amount E r 5%, the diameter of the initial hole of the extruded workpiece D 0 Taking 12.12mm as an example, use the measurement method to explore the slot width of the multi-slit bushing.
[0057] Initial hole diameter D 0 12.12mm, the relative extrusion amount E r is 5%, then D+2t is 12.73mm.
[0058] When the diameter D of the working ring of the extrusion mandrel is 10mm, the thickness t of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More