

Production method of bainite steel with excellent low-temperature impact toughness
A low-temperature impact toughness, bainite steel technology, applied in the direction of improving process efficiency, manufacturing converters, etc., can solve problems such as rail cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-4
[0033] A method for producing a bainitic steel rail with excellent low-temperature impact toughness, characterized in that:
[0034] (1) Pretreatment of molten iron by KR method;
[0035] (2) Converter smelting with combined top-bottom blowing, deoxidizer is added during tapping of molten steel in converter smelting, and the amount of deoxidizer added is 1.5-2.0kg / t molten steel;
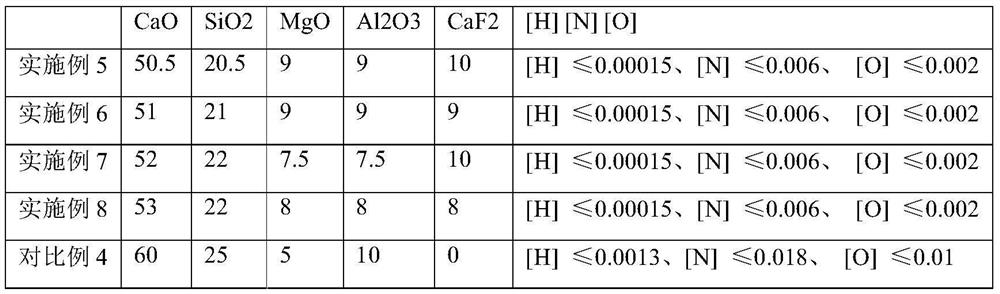
[0036] (3) LF furnace refining, LF furnace adopts specific refining slag, which is CaO 50-53%, SiO2 20-23%, MgO 5-10%, Al2O3 6-10%, CaF2 6-10%, FeO in mass percentage ≤1.5%;
[0037] (4) VD treatment;
[0038] (5) Billet continuous casting, continuous casting adopts full protection pouring;
[0039] (6) Rolling and heat treatment, the soaking temperature of the continuous casting slab is 1260-1310°C, and the holding time is 1-1.5 hours; the rough rolling start temperature is 1100-1150°C, and the rough rolling end temperature is 960-1000°C, The starting temperature of finish rolling is 940-980°C,...
Embodiment 5-8
[0047] A method for producing a bainitic steel rail with excellent low-temperature impact toughness, characterized in that:
[0048] (1) Pretreatment of molten iron by KR method;
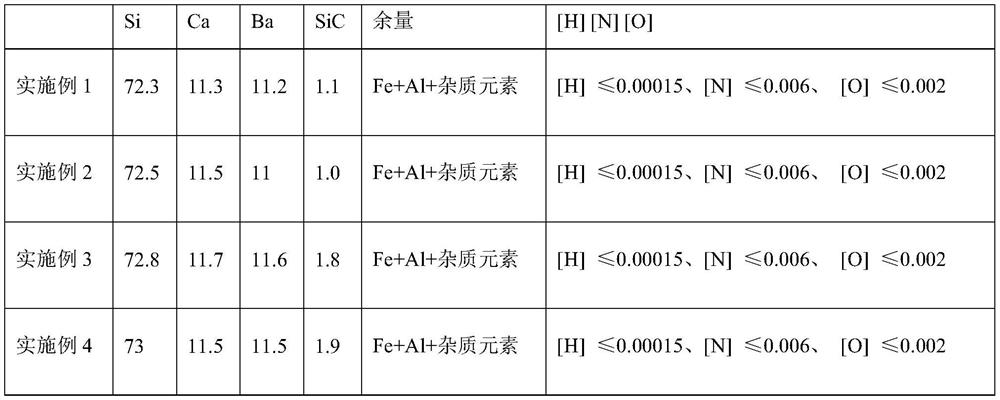
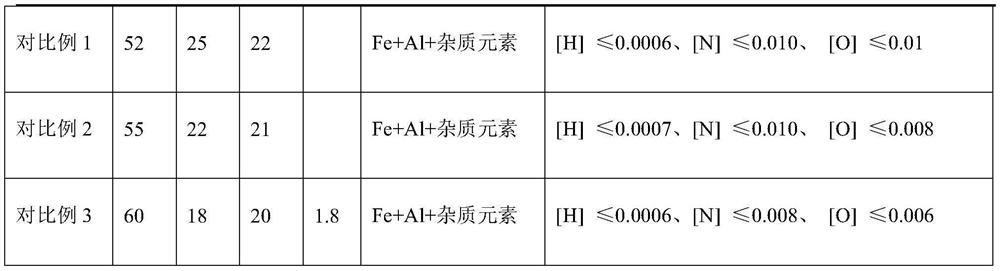
[0049] (2) Converter smelting with top-bottom combined blowing, deoxidizer is added during tapping of molten steel in converter smelting, and deoxidizer contains Si 72-73%, Ca 11-12%, Ba 11-12%, SiC 1- 2%, the balance is Fe+Al+impurity elements, and the amount of deoxidizer added is 1.5-2.0kg / t molten steel;
[0050] (3) LF furnace refining;
[0051] (4) VD treatment;
[0052] (5) Billet continuous casting, continuous casting adopts full protection pouring;
[0053] (6) Rolling and heat treatment, the soaking temperature of the continuous casting slab is 1260-1310°C, and the holding time is 1-1.5 hours; the rough rolling start temperature is 1100-1150°C, and the rough rolling end temperature is 960-1000°C, The starting temperature of finish rolling is 940-980°C, the end temperature of final roll...
Embodiment 9
[0061] A method for producing a bainitic steel rail with excellent low-temperature impact toughness, characterized in that:
[0062] (1) Pretreatment of molten iron by KR method;
[0063] (2) Converter smelting with top-bottom combined blowing, deoxidizer is added during tapping of molten steel in converter smelting, and deoxidizer contains Si 72-73%, Ca 11-12%, Ba 11-12%, SiC 1- 2%, the balance is Fe+Al+impurity elements, and the amount of deoxidizer added is 1.5-2.0kg / t molten steel;
[0064] (3) LF furnace refining, LF furnace adopts specific refining slag, which is CaO 50-53%, SiO2 20-23%, MgO 5-10%, Al2O3 6-10%, CaF2 6-10%, FeO in mass percentage ≤1.5%;
[0065] (4) VD treatment;
[0066] (5) Billet continuous casting, continuous casting adopts full protection pouring;
[0067] (6) Rolling and heat treatment, the soaking temperature of the continuous casting slab is 1260-1310°C, and the holding time is 1-1.5 hours; the rough rolling start temperature is 1100-1150°C, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More