

Heterogeneous aluminum-magnesium alloy bar and preparation method thereof
A technology of aluminum-magnesium alloy and magnesium alloy, which is applied in the field of heterogeneous aluminum-magnesium alloy rods and their preparation, can solve the problems of poor plastic deformation ability of magnesium, unrealized metallurgical bonding, and scrapped materials, so as to achieve low cost and avoid plastic deformation Insufficient ability to crack, good effect of dispersing force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
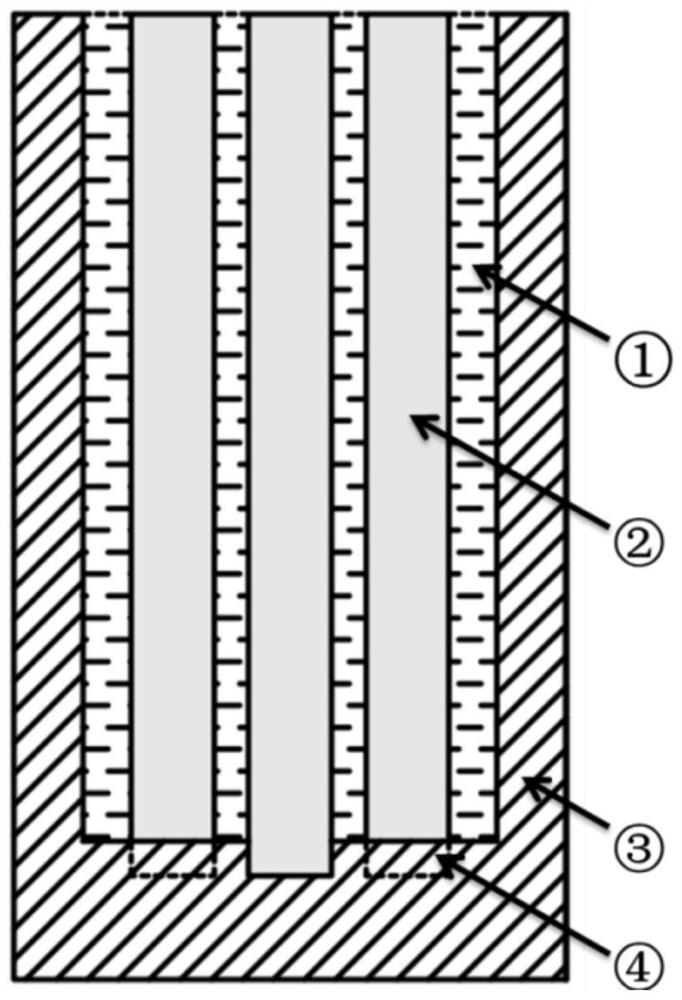
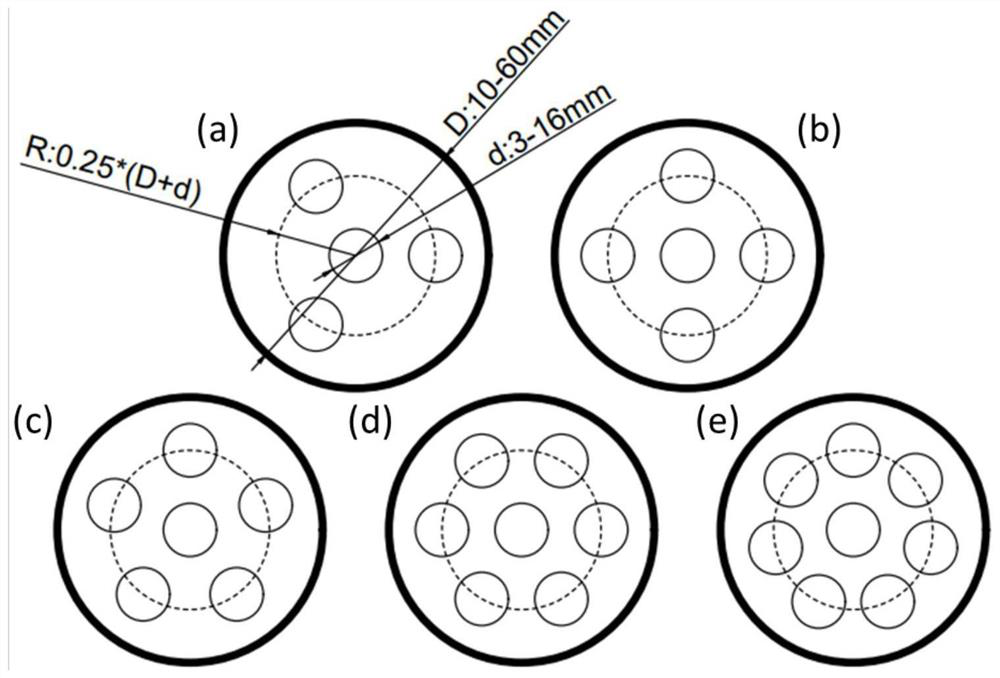
[0041] Step 1: Prepare 4 AZ31 magnesium alloy rods with a diameter of 4mm and a length of 65mm, polish off the outer layer of oxide skin, and insert the AZ31 magnesium alloy rods vertically into the groove at the bottom of the mold (the schematic diagram of the mold is shown in figure 1 As shown, the inner diameter is 20mm, the depth is 60mm, and there are 6 grooves at the bottom. The groove positions are as follows figure 2 As shown in (a), the diameter is 4mm, the depth is 5mm, and the distance between the center of the outer groove and the center of the mold is 6mm).
[0042] Step 2: Melt 0.5kg of industrial pure aluminum (AA1060) in a well-type resistance furnace. When the temperature reaches 680°C, keep it warm for 20 minutes and then pour it into the mold to fill the remaining part of the mold with the aluminum melt, and cool it to room temperature in air.
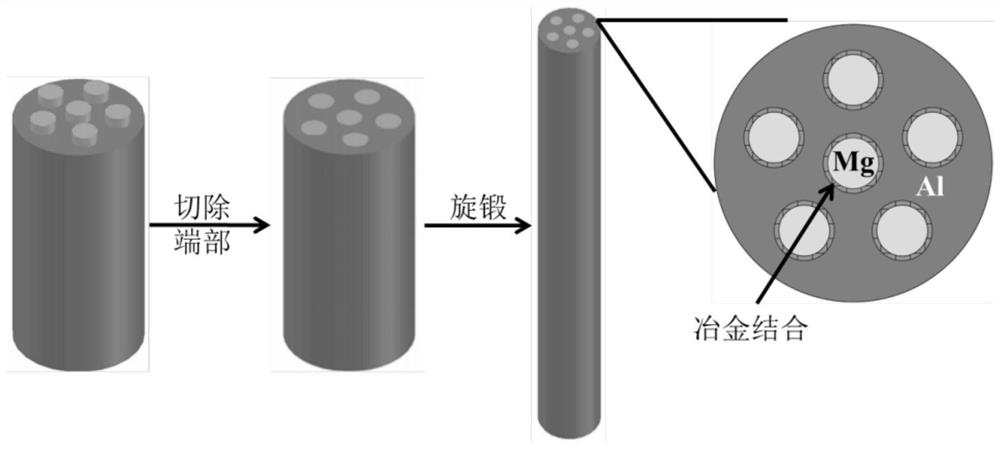
[0043]Step 3: Cut off the part of the magnesium alloy rod that is not covered by aluminum by wire cutting, and sw...
Embodiment 2
[0046] Step 1: Prepare 6 AZ31 magnesium alloy rods with a diameter of 8mm and a length of 210mm, polish off the outer layer of oxide skin, and insert the AZ31 magnesium alloy rods vertically into the groove at the bottom of the mold (the schematic diagram of the mold is shown in figure 1 As shown, the inner diameter is 40mm, the depth is 200mm, and there are 6 grooves at the bottom. The groove positions are as follows figure 2 As shown in (c), the diameter is 8mm, the depth is 10mm, and the distance between the center of the outer groove and the center of the mold is 12mm).
[0047] Step 2: Melt 1kg of industrial pure aluminum (AA1060) in a well-type resistance furnace. When the temperature reaches 700°C, keep it warm for 20 minutes and pour it into the mold to fill the spare part of the mold with the aluminum melt. Air-cool to room temperature.
[0048] Step 3: Cut off the part of the magnesium alloy rod that is not covered by aluminum by wire cutting, and swage the obtained...
Embodiment 3
[0051] Step 1: Prepare 8 AZ31 magnesium alloy rods with a diameter of 12mm and a length of 320mm, polish off the outer layer of oxide skin, and insert the AZ31 magnesium alloy rods vertically into the groove at the bottom of the mold (the schematic diagram of the mold is shown in figure 1 As shown, the inner diameter is 60mm, the depth is 300mm, and there are 8 grooves at the bottom. The groove positions are as follows figure 2 As shown in (e), the diameter is 12mm, the depth is 20mm, and the distance between the center of the outer groove and the center of the mold is 18mm).
[0052] Step 2: Melt 3kg of industrial pure aluminum (AA1060) in a well-type resistance furnace. When the temperature reaches 720°C, keep it warm for 20 minutes and then pour it into the mold to fill the spare part of the mold with the aluminum melt, and cool it to room temperature in air.
[0053] Step 3: Cut off the part of the magnesium alloy rod that is not covered by aluminum by wire cutting, and s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| The inside diameter of | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More