

Welding method for molded surface of invar alloy composite material forming mold
A composite material, Invar technology, applied in welding equipment, welding medium, welding equipment and other directions, can solve the problems of low welding efficiency, long manufacturing cycle, restricting production capacity, etc., to improve welding efficiency, shorten manufacturing cycle, prevent Effects of air leakage and slag inclusion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
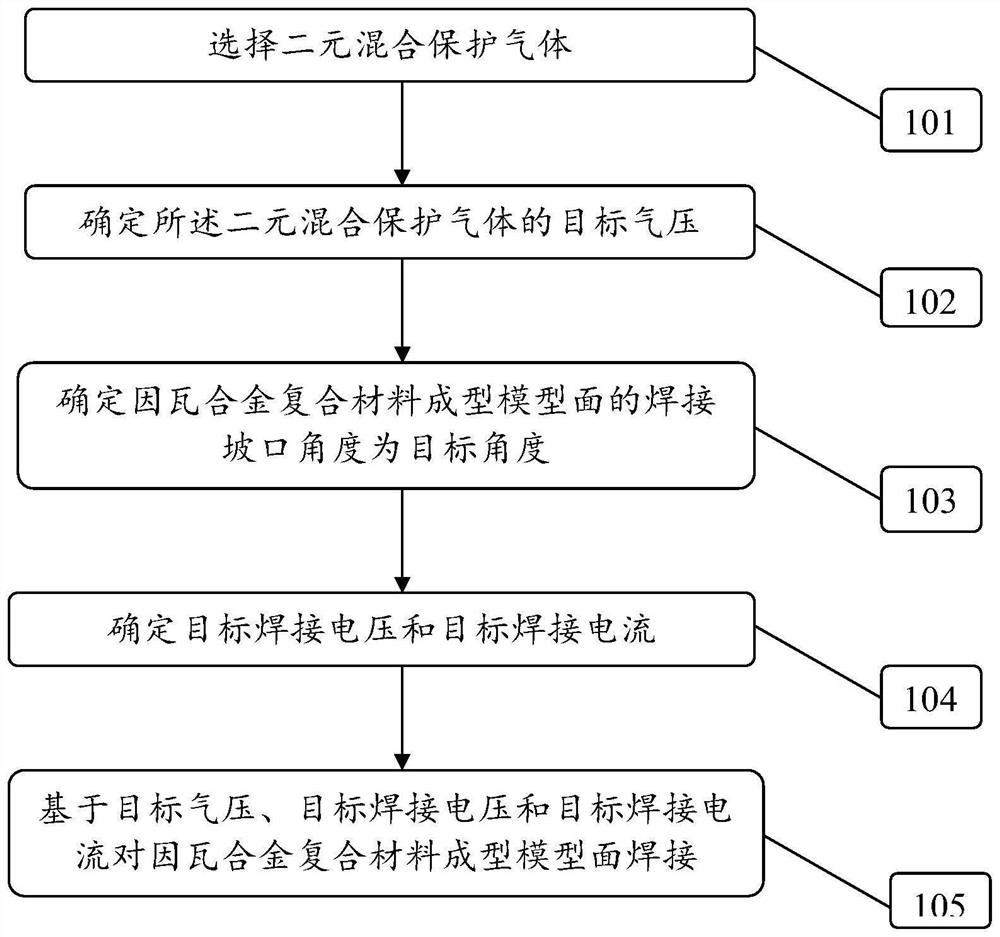
[0023] The purpose of the present invention is to explore a new welding method for Invar alloy (INVAR) thick plate δ20mm or more, improve the welding efficiency of the Invar alloy (INVAR) composite material forming mold surface, greatly shorten the manufacturing cycle of the mold surface, and prevent the welding of the mold surface. The phenomenon of air leakage and slag inclusion occurs.
[0024] It should be noted that the main content of the invention is to change the welding method: carry out systematic process tests by replacing argon arc welding (TIG welding) with gas shielded welding (MIG welding), and explore a new welding process method for INVAR steel.
[0025] To achieve the above object, the present invention provides the following technical solutions:
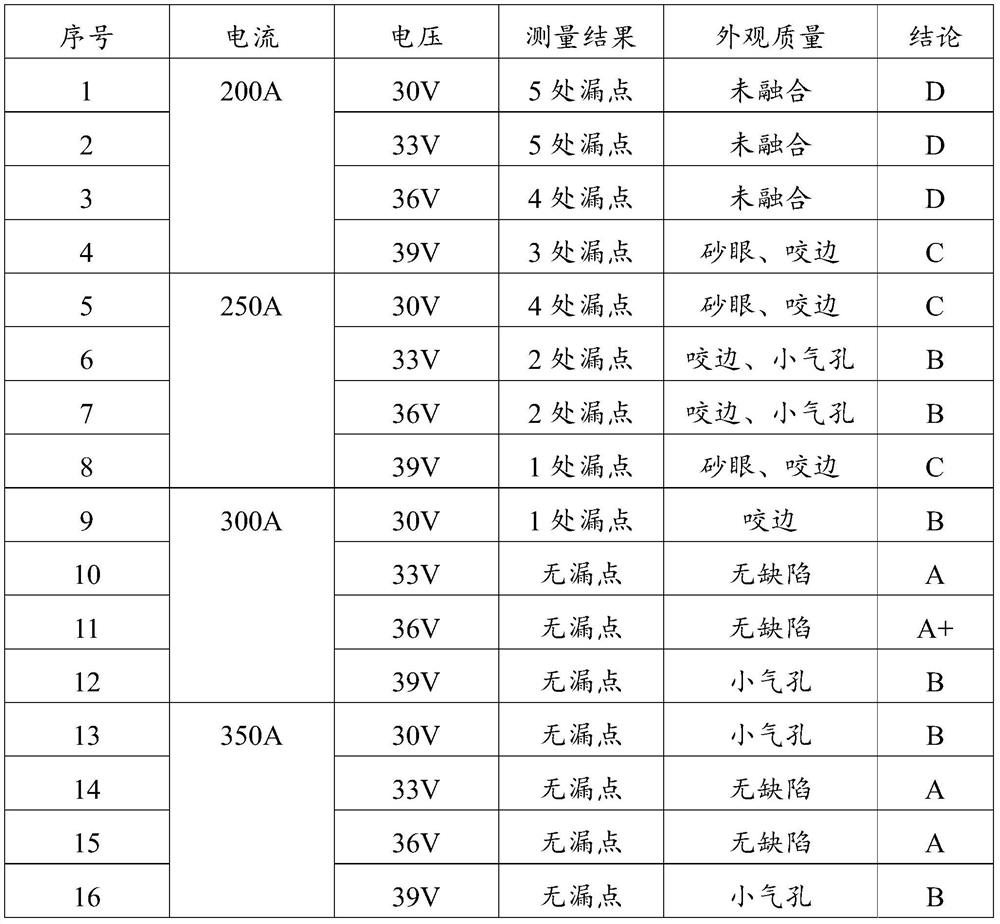
[0026] Conduct welding tests to determine relevant welding parameters
[0027] Change the welding method: gas shielded welding (MIG welding) instead of argon arc welding (TIG welding)
[0028] 1. Selection of pro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More