

Automatic welding method for butt joint of stainless steel pipes
A stainless steel pipe, automatic welding technology, applied in the direction of welding equipment, welding/welding/cutting items, applications, etc., can solve the problem of large deformation of stainless steel welding, to solve the problem of large welding deformation, ensure consistency, overcome size errors and assembly The effect of poor precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0041] The present invention will be further described in detail below with reference to the accompanying drawings and specific embodiments, but the protection scope of the present invention cannot be limited by this.
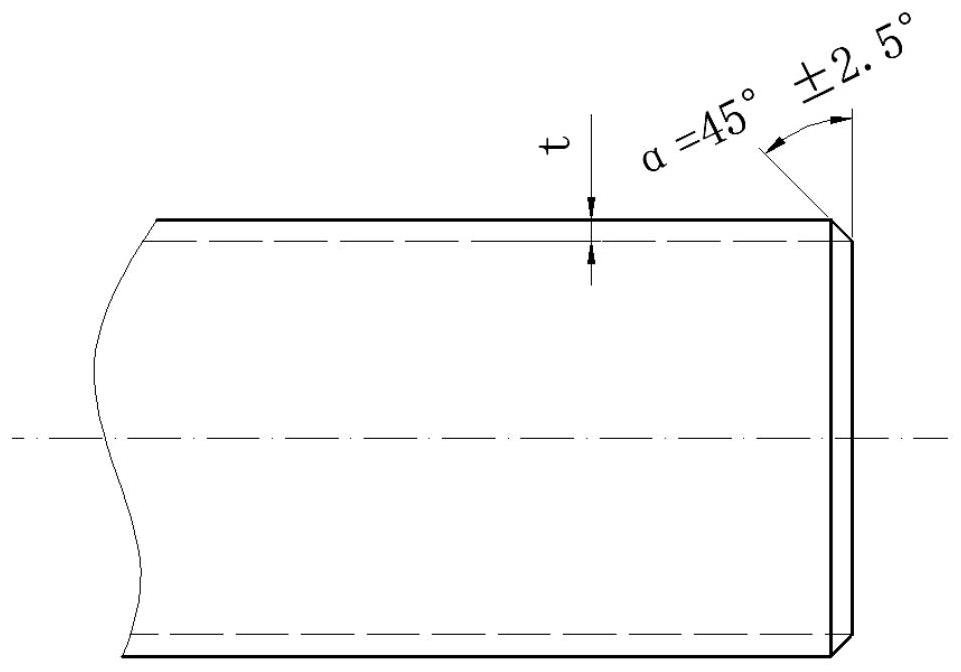
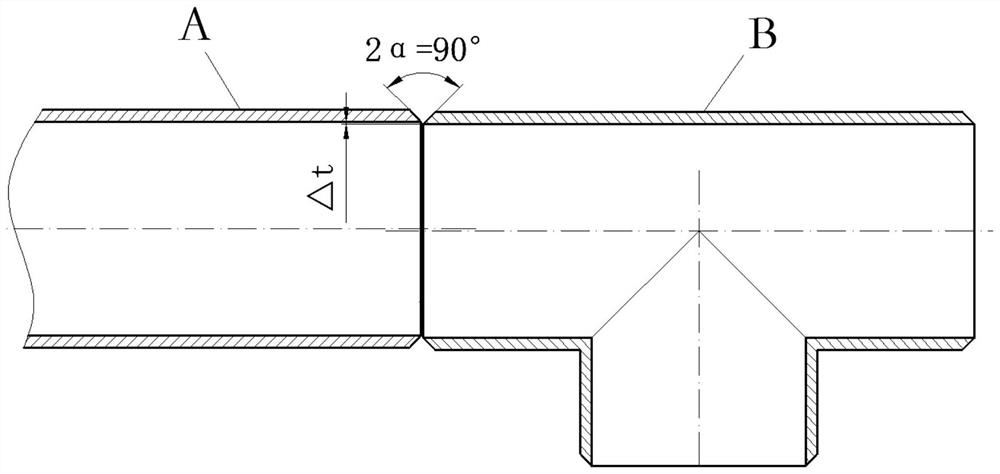
[0042] The present invention is used for automatic welding of butt joints of stainless steel pipes; please refer to figure 1 , Before the welding of stainless steel pipe fittings with wall thickness t, a V-shaped groove should be machined at the end, and the unilateral angle α of the V-shaped groove is 45°±2.5°; refer to figure 2 , the pipe fittings A and B to be butted form a full V-shaped bevel at the butt joint, and the bevel angle is 2α=90°.
[0043] The main principle of the automatic welding method for butt joint of stainless steel pipes according to the present invention is as follows:
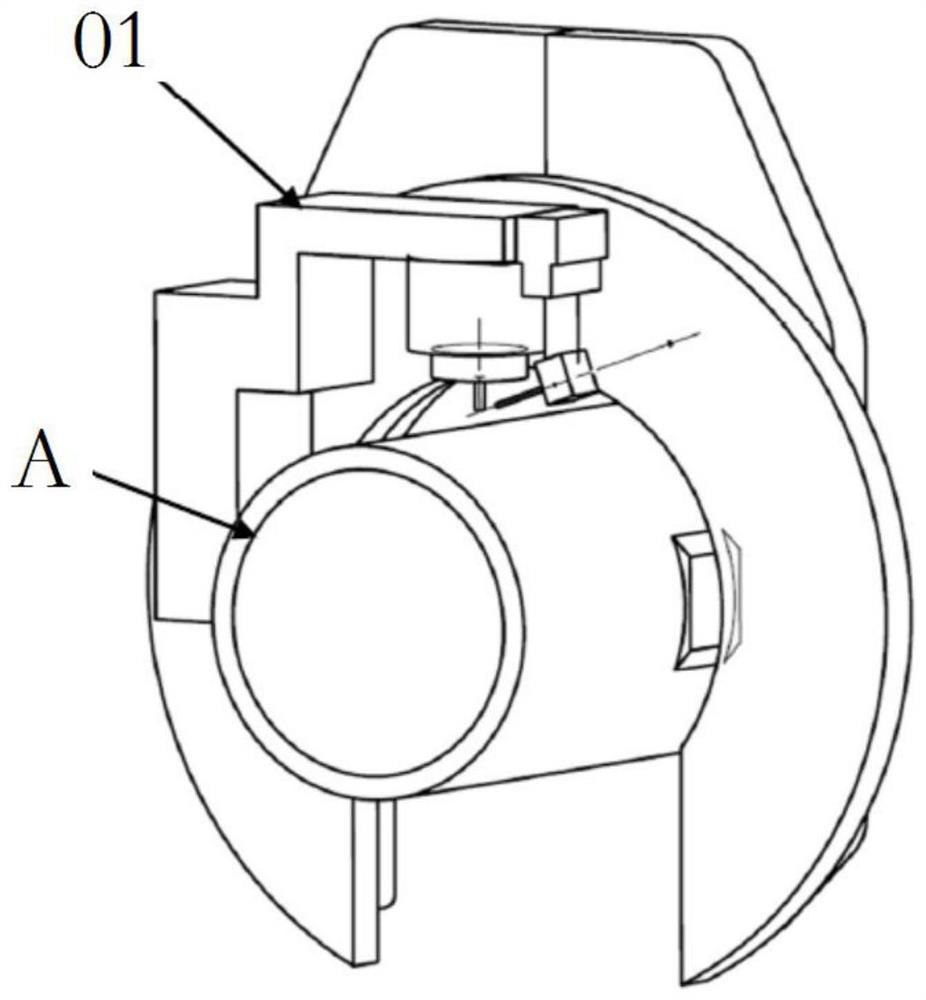
[0044] 1. Use automatic pipe and pipe welding tongs to complete all-position butt welding of stainless steel pipes.
[0045] 2. Using pulse argon arc welding technolo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More