
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Intelligent laser welding treatment method for stainless steel
A technology of laser welding and processing methods, which is applied in the direction of laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of inability to adjust the welding track, complicated operation, and low welding accuracy, and achieve the elimination of human factors. High, guaranteed accuracy effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
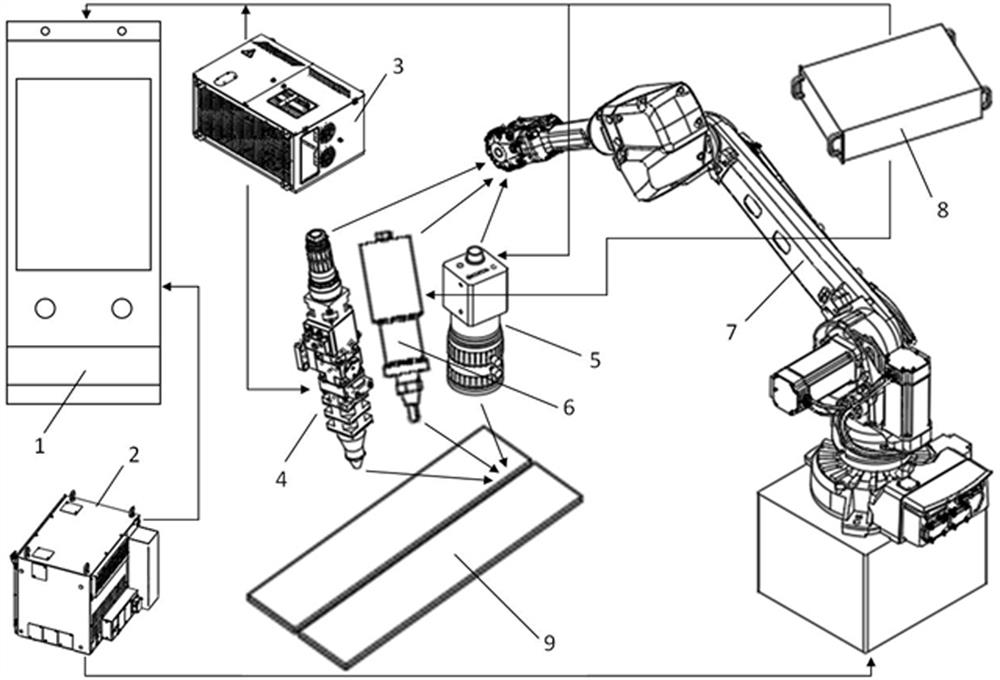
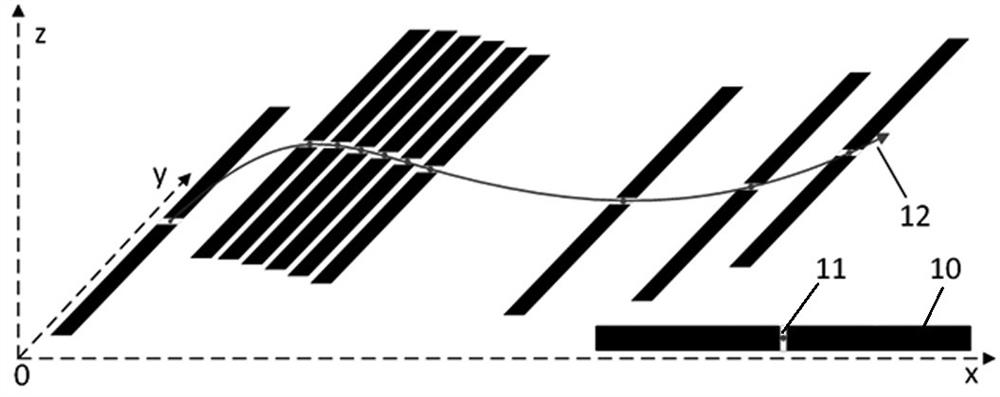
[0043] like figure 1 and figure 2 As shown, a stainless steel intelligent laser welding processing method comprises the following steps:
[0044] Step S1. According to the established teaching track and the established shooting frame rate, use the CDD industrial camera 5 to continuously capture images of the stainless steel butt joint gap to obtain the image data stream. During the shooting process, the optical axis of the CDD industrial camera 5 should be as perpendicular to the stainless steel as possible The plane where the parent material is located.
[0045]Step S2. Set the ROI image area of each frame of pictures as (u1, v1, size.width, size.height), where (u1, v1) represents the pixel vertex coordinates of the ROI image area, and size.width represents the size of the ROI image area Width, size.height indicates the height of the ROI image area; the ROI image area is converted to grayscale and smoothed, and the method of smoothing is two consecutive median filters, a...
Embodiment 2
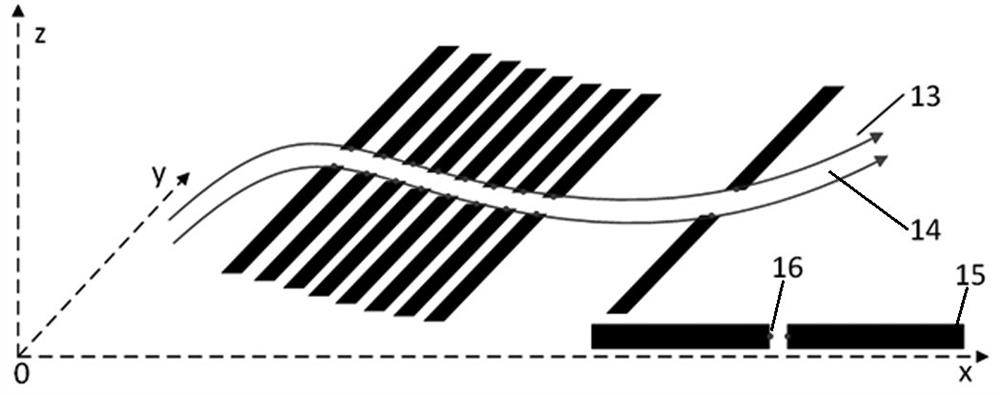
[0066] like figure 1 , image 3 and Figure 4 As shown, the difference between this embodiment and Embodiment 1 is that the stainless steel intelligent laser welding treatment method further includes a subsequent post-processing operation of performing intelligent ultrasonic impact on the stainless steel weld seam.
[0067] The stainless steel weld is subjected to an intelligent ultrasonic impact method, which specifically includes the following steps:
[0068] (1) According to the method of steps S1-S4, scan and image process the stainless steel weld after welding, and finally obtain an image in which the stainless steel weld is represented by white and the stainless steel base material is represented by black—the stainless steel weld after morphological trimming ROI image15.
[0069] (2) Extract the pixel coordinates of the midpoints of the two edges of the white area of each frame of the post-welding ROI image (white area edge 16), and convert the pixel coordinates of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com