

Manufacture of tubular targets
A manufacturing method and tube target technology, applied in manufacturing tools, foundry workshops, foundry equipment, etc., can solve problems affecting stoichiometric adjustment, difficulties, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
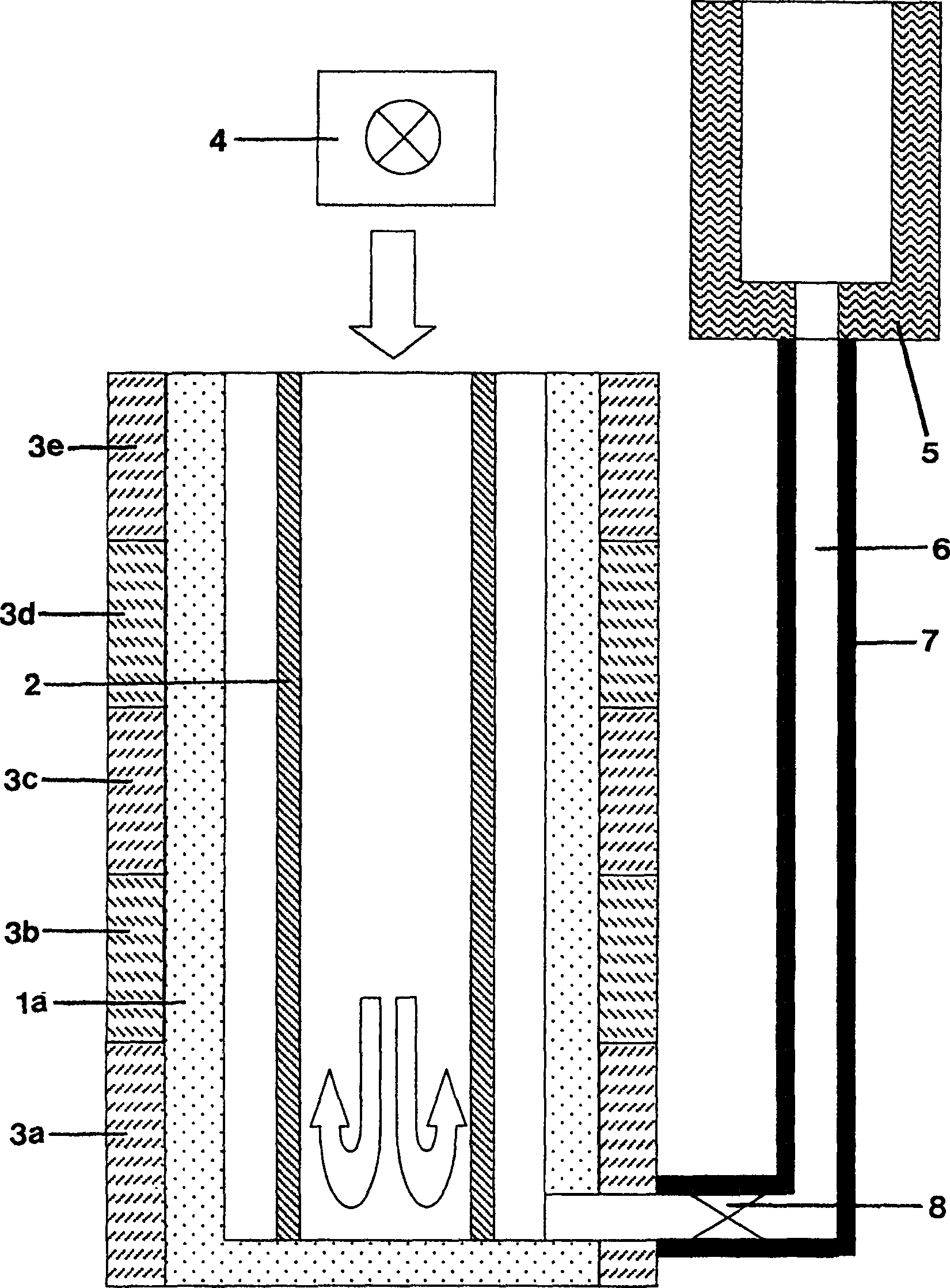
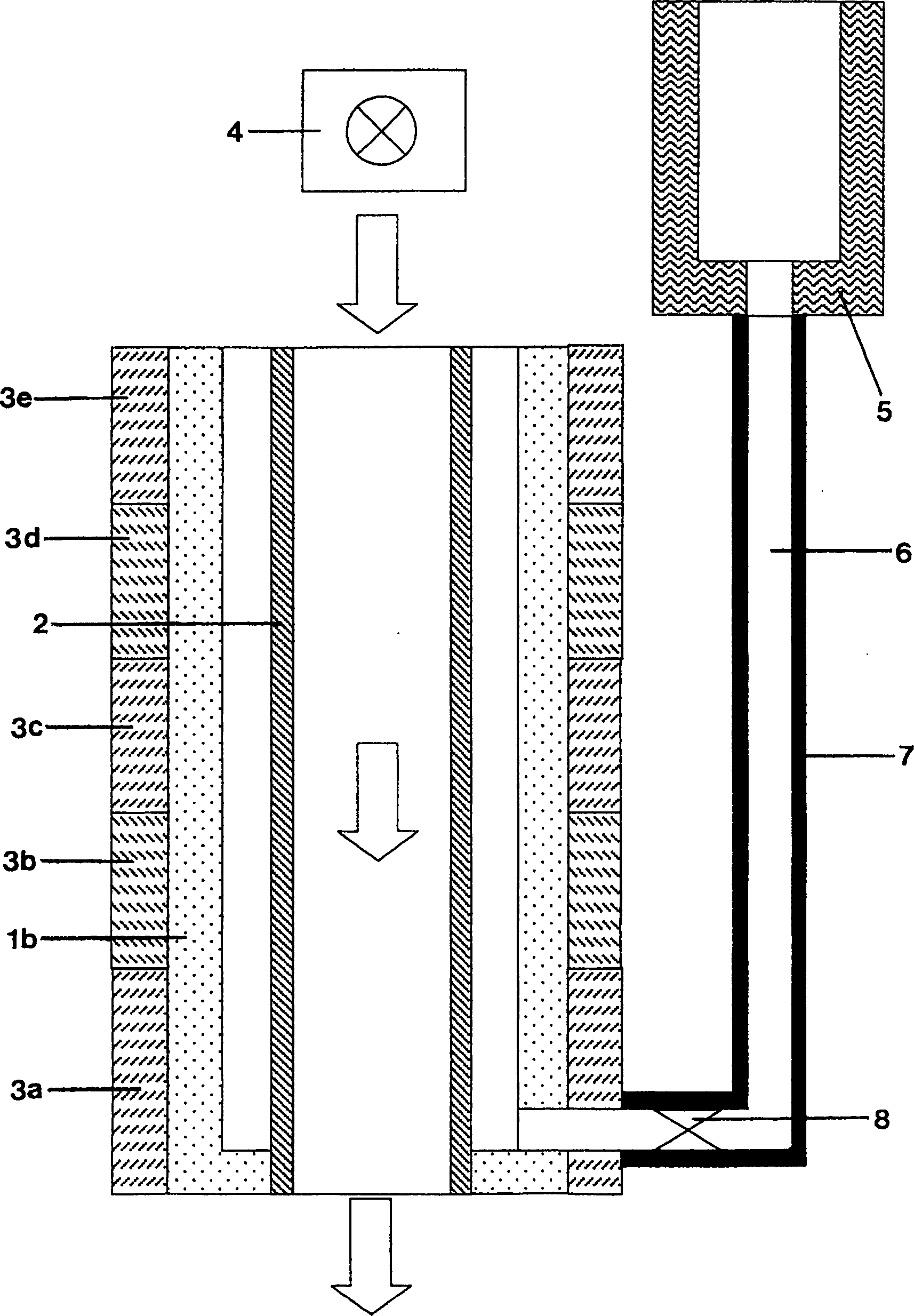
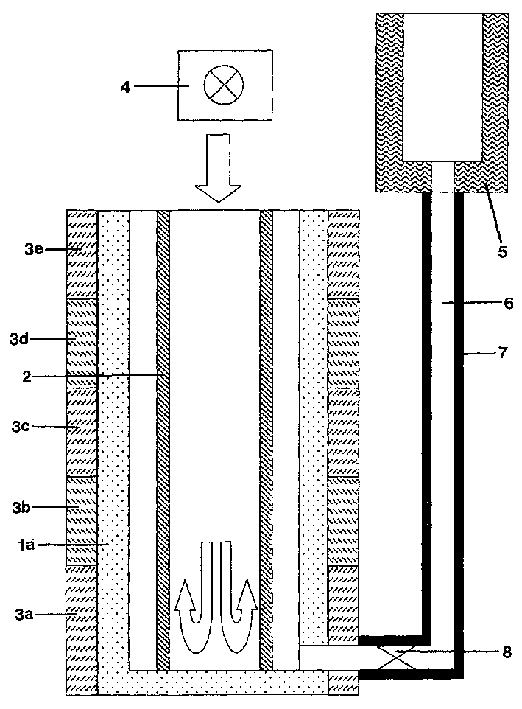
[0034] An inner tube made of high-quality steel (127 mm inner diameter, 133 mm outer diameter, 1500 mm long) was welded to its outer diameter with a commercially available flux with tin. The welded inner tube is placed in the center of the mold halves. The casting mold is heated from the outside to about 300° C. by means of a heating pad, and the inner tube is likewise heated to about 300° C. on its inner diameter by means of a hot air blower. through a siphon (see figure 1 ) in the melting crucible communicated with the casting mold with argon atmosphere to protect the melting purity of 99.99% tin. The molten tin flows into the mold through a heated pipe and fills the cavity between the inner tube and the mold until it reaches the upper edge of the mold. Then stop the hot air blower and stop heating and remove the heating pads arranged in sequence from the bottom of the mold. At the upper end of the mold, the molten tin is supplied to prevent the metal level from falling. ...
example 2
[0037]An inner tube made of high-quality steel (127 mm inner diameter, 133 mm outer diameter, 1500 mm long) was welded to its outer diameter with a commercially available flux with zinc. The welded inner tube is placed in the center of the mold halves. The casting mold is heated to 500° C. from the outside by means of a heating pad, and the inner tube is likewise heated to approx. 500° C. on its inner diameter by means of a hot air blower. through a siphon (see figure 1 ) in the melting crucible in communication with the casting mold to protect the molten zinc with an argon atmosphere. Molten zinc flows into the mold through a heated pipe and fills the cavity between the inner tube and the mold until it reaches the upper edge of the mold. The thermal inner blower is then stopped and heating is stopped and the heating pads are removed in sequence from the bottom of the mold. At the upper end of the mold, the molten zinc is supplied to prevent the molten metal from falling. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More