

Mfg. method of metal ripple tubes
A metal bellows, manufacturing method technology, applied to other household appliances, household appliances, applications, etc., can solve the problems of poor surface treatment effect, poor consistency of bellows, low production efficiency, etc., and achieves rapid melting and solidification. Narrow zone of influence and improved efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
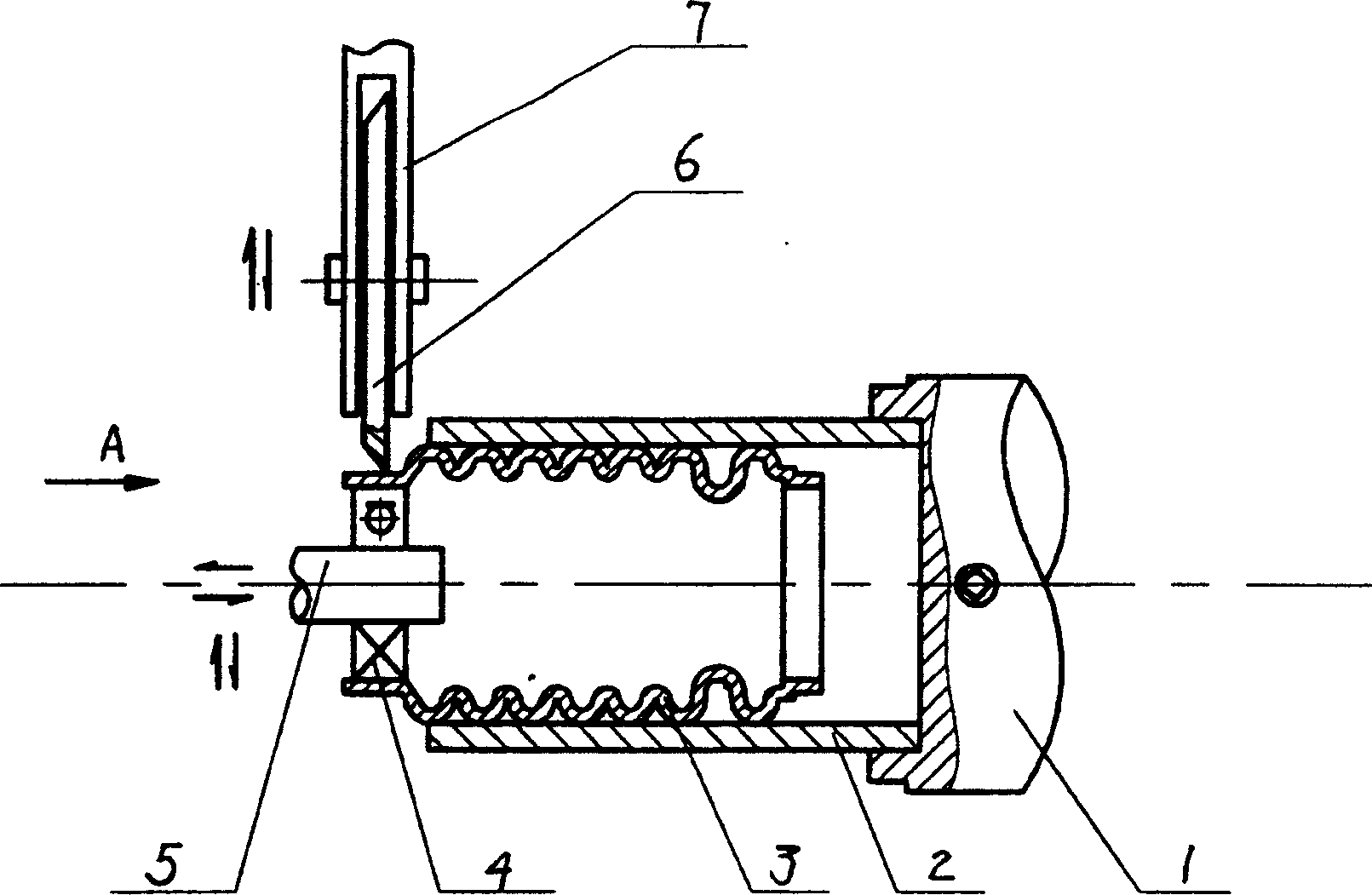
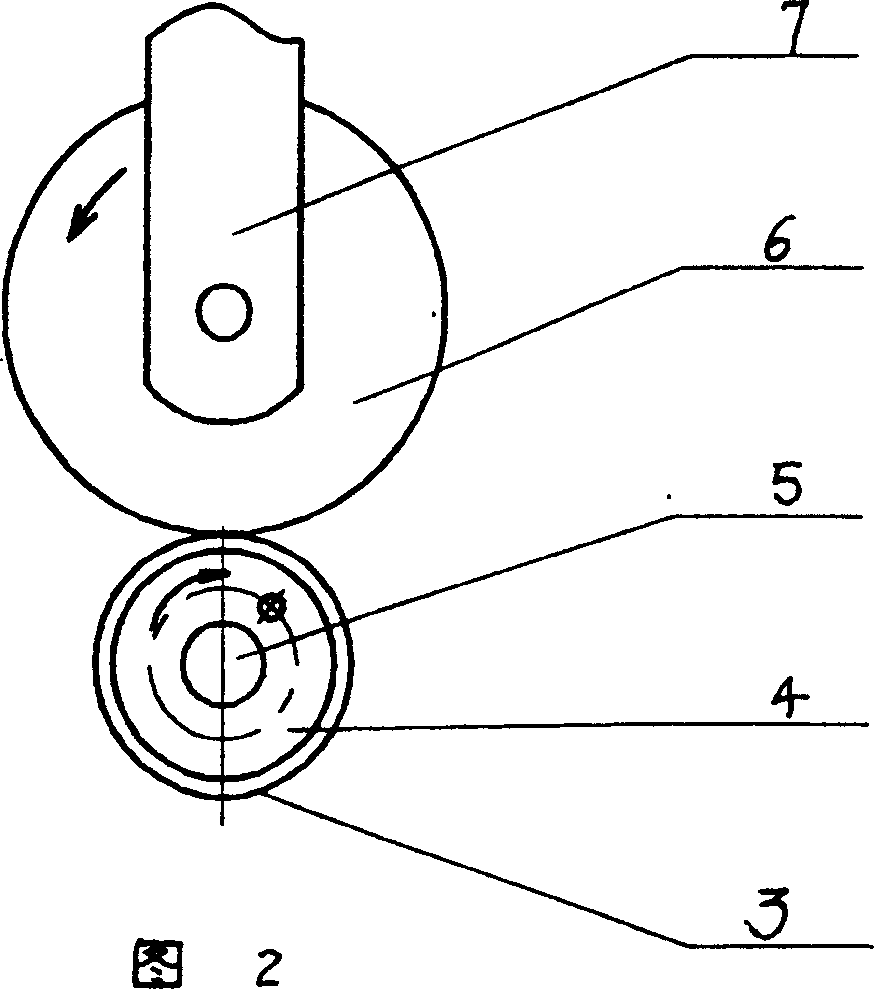
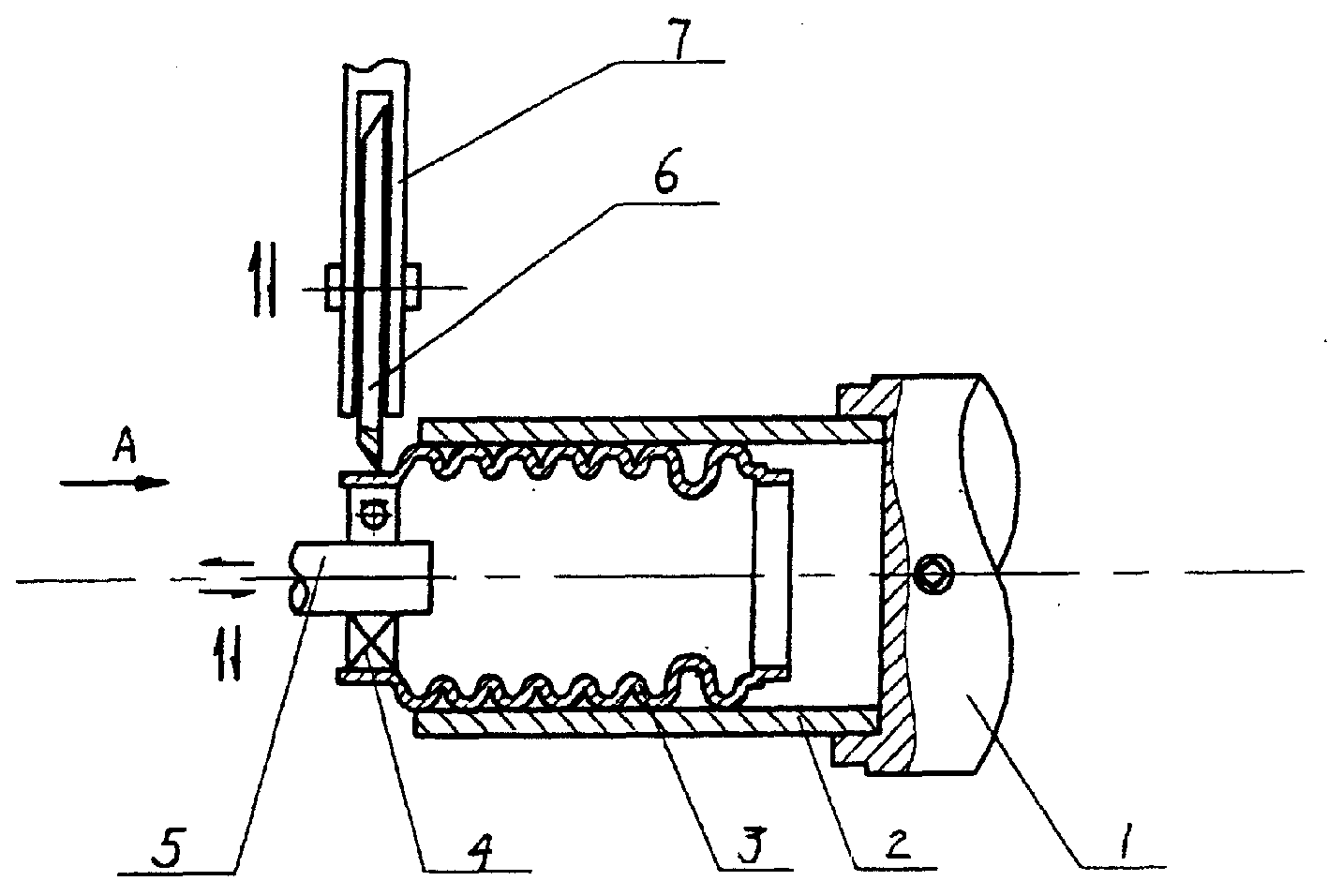
[0016] Take the bright annealed cold-rolled stainless steel strip with a thickness of 0.1-0.2mm, roll it into a tube, and use an argon arc welding machine or a micro-beam plasma welding machine with strong and concentrated arc energy and no arc drift at a small current. The butt joints of the stainless steel strips are welded, and the rolled cold-rolled stainless steel strips are welded into extremely thin-walled steel pipes; they are cut off and then shaped by a bellows forming machine; figure 1 , as shown in Figure 2, after forming, the bellows 3 is clamped on the operating table with a clamp consisting of a chuck 1 and a process jaw 2, and a tool holder 5 is used to push the rigid support (bearing) 4 into the metal bellows Install the hob 6 on the other tool holder 7 at the inner edge trimming of the pipe 3, align the hob 6 with the edge trimming of the metal bellows, and perform edge trimming, and remove the rigid support 4 from the metal bellows 3 after edge trimming; Put...
Embodiment 2
[0018] Take the bright annealed cold-rolled stainless steel strip with a thickness of 0.1-0.2mm, roll it into a tube, and use an argon arc welding machine or a micro-beam plasma welding machine with strong and concentrated arc energy and no arc drift at a small current. The butt joints of the stainless steel strips are welded, and the rolled cold-rolled stainless steel strips are welded into extremely thin-walled steel pipes; cut off, and then formed by a bellows forming machine; steel wheels with elastic mandrels made of nylon or hard rubber are used The correcting machine, the corrugated pipe after forming is set on the elastic mandrel steel wheel for correcting; such as figure 1 , as shown in Figure 2, the corrugated pipe 3 after correction is clamped on the operating table with a clamp consisting of a chuck 1 and a process jaw 2, and a tool holder 5 is used to push the rigid support (bearing) 4 into the metal corrugated Install the hob 6 on the other tool holder 7 at the i...
Embodiment 3
[0020] Take the bright annealed cold-rolled stainless steel strip with a thickness of 0.1-0.2mm, roll it into a tube, and use an argon arc welding machine or a micro-beam plasma welding machine with strong and concentrated arc energy and no arc drift at a small current to weld the cold-rolled stainless steel strip. The butt joints of the strips are welded, and the rolled cold-rolled stainless steel strips are welded into extremely thin-walled steel pipes; they are cut off and then formed by a bellows forming machine; figure 1 , as shown in Figure 2, the molded corrugated pipe 3 is clamped on the operating table by a fixture consisting of a chuck 1 and a process jaw 2, and a tool holder 5 is used to push the rigid support (bearing) 4 into the metal corrugated Install the hob 6 on the other tool holder 7 at the inner edge trimming of the pipe 3, align the hob 6 with the edge trimming of the metal bellows, and trim the edge, and then withdraw the rigid support 4 from the metal bel...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More