

Molten braze-coated superabrasive particles and associated methods
a superabrasive particle and braze coating technology, applied in grinding devices, manufacturing tools, other chemical processes, etc., can solve the problems of diamond particle overexposed, inability to use conventional abrasives, and inability to achieve, etc., to achieve the effect of improving the retention rate of superabrasive particles
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
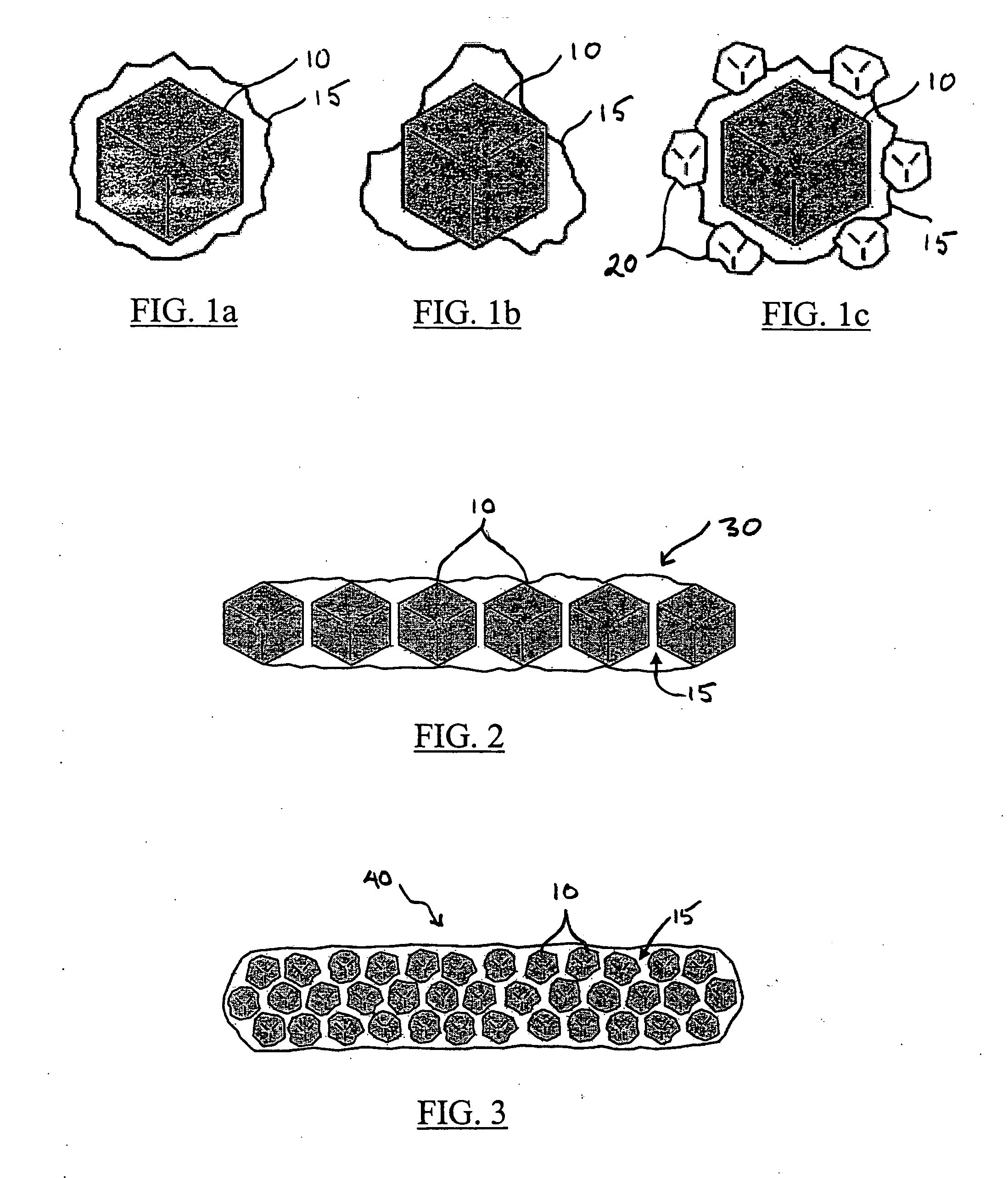
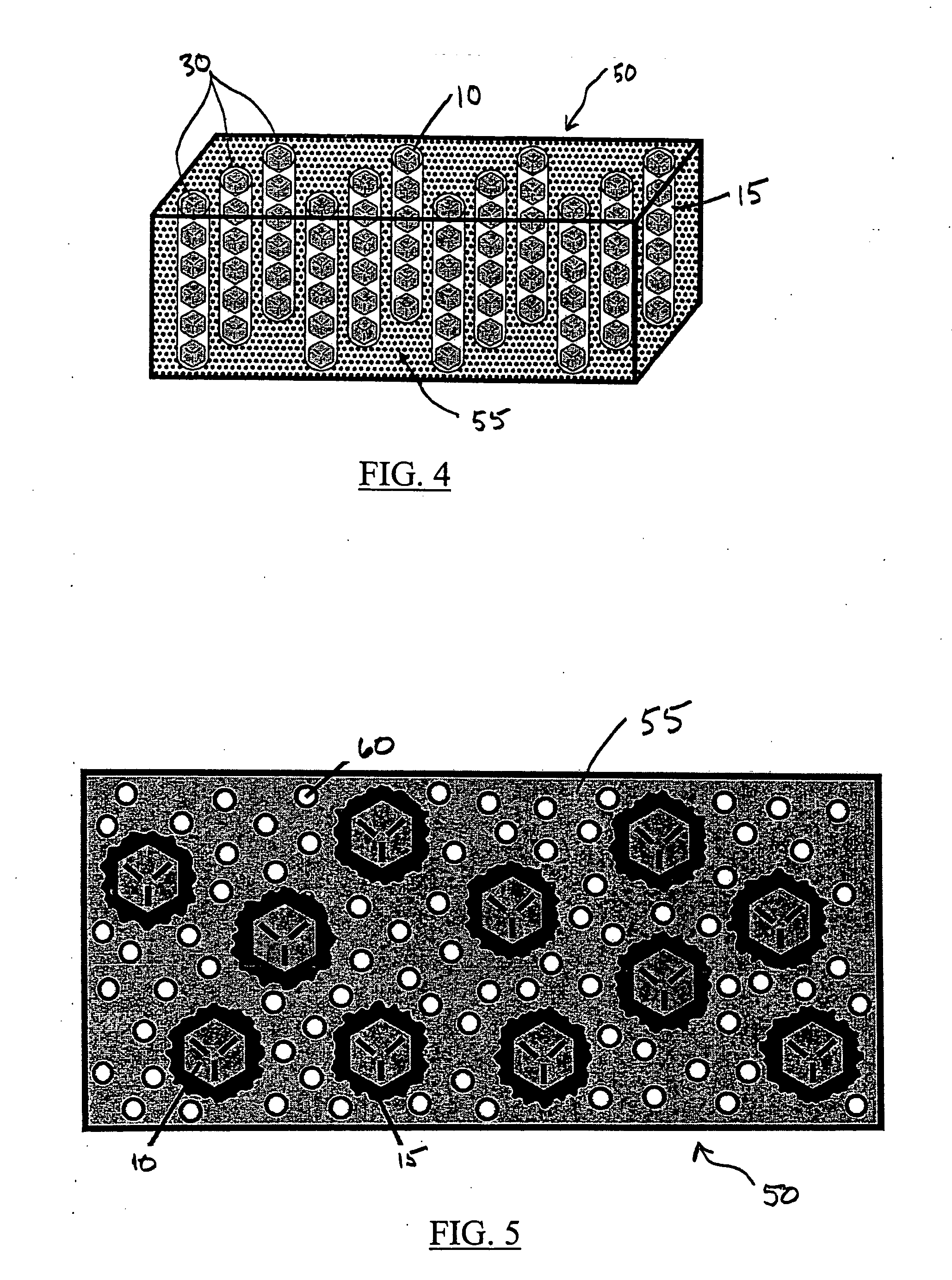
[0089] Diamond grits of 40 / 50 mesh were covered with a thin film of an acrylic binder. The binder covered diamond was then mixed with a powdered metallic alloy containing B, Ni, Cr, Si, having an average particle size of about 325 mesh, and sold under the trade name NICHROBRAZ LM® (Wall Colomnoy). The result was a braze powder wrapped diamond. These coated grits were then mixed with fine powder of Al2O3. The mixture was heated in a vacuum furnace held at 10−5 torr to a maximum temperature of about 1005° C. for approximately 17 minutes to assure that the metallic alloy coating became molten and liquefied and flowed around the diamond particles wetting them. The mixture was then cooled and retrieved from the furnace. After separating the diamond particles from Al2O3, a number of coated particles were mixed with a cobalt powder and sintered in a hot press to form rectangular segments. Some of these segments were broken by bending with pliers. The fractured surface was then viewed under...
example 2
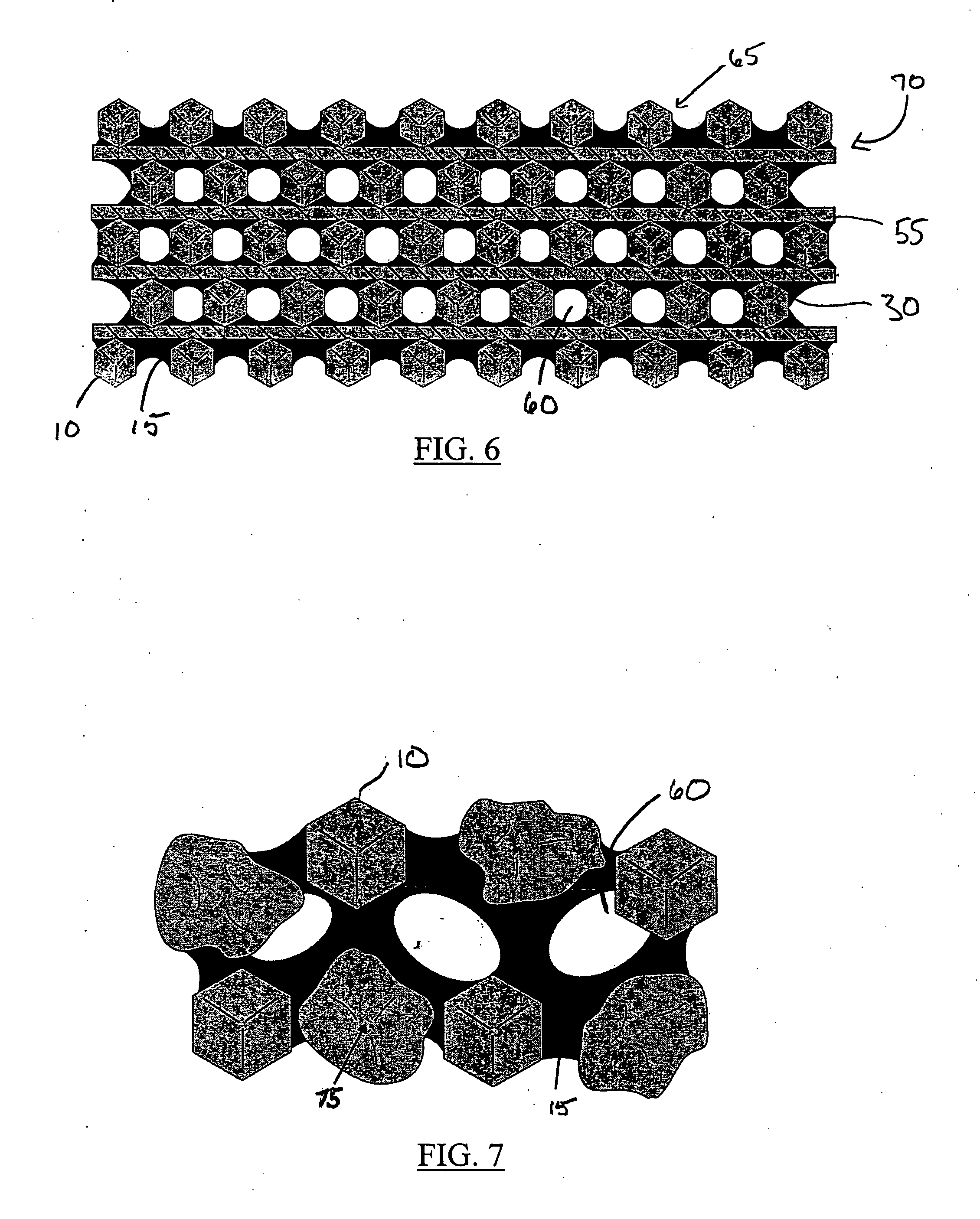
[0090] The same procedure as outlined in Example 1 was followed, but the Al2O3 separator powder was replaced with diamond particles having an average mesh size of from about 325 to about 400 mesh. During the heating process, the smaller diamond particles were wetted by the braze alloy coating, and became chemically bonded to the outside of the coated diamond particle. Thus, coated diamond particles having a chemically bonded metallic alloy shell with smaller diamond particles further bonded to the outside of the shell were produced. These “spiky” coated particles were incorporated into a cobalt matrix and fracture tested as above with similar results achieved.
example 3
[0091] The process of Example 2 was followed, but the smaller diamond particles were replaced with particles of SiC. The process yielded a coated diamond particle having ceramic particles bonded to the outside of the metallic coating similar to the diamond particles of Example 2. Moreover, the fracture testing yielded results similar to that of Examples 1 and 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melting point | aaaaa | aaaaa |
| melting temperature | aaaaa | aaaaa |
| melting temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More