

Object made by additive manufacturing and method to produce said object
a technology of additive manufacturing and objects, applied in the field of three-dimensional objects, can solve the problems of too much material extrusion, too much modeling material, and inability to accurately measure pressure, etc., and achieve the effect of fast and accurate pressure measuremen
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
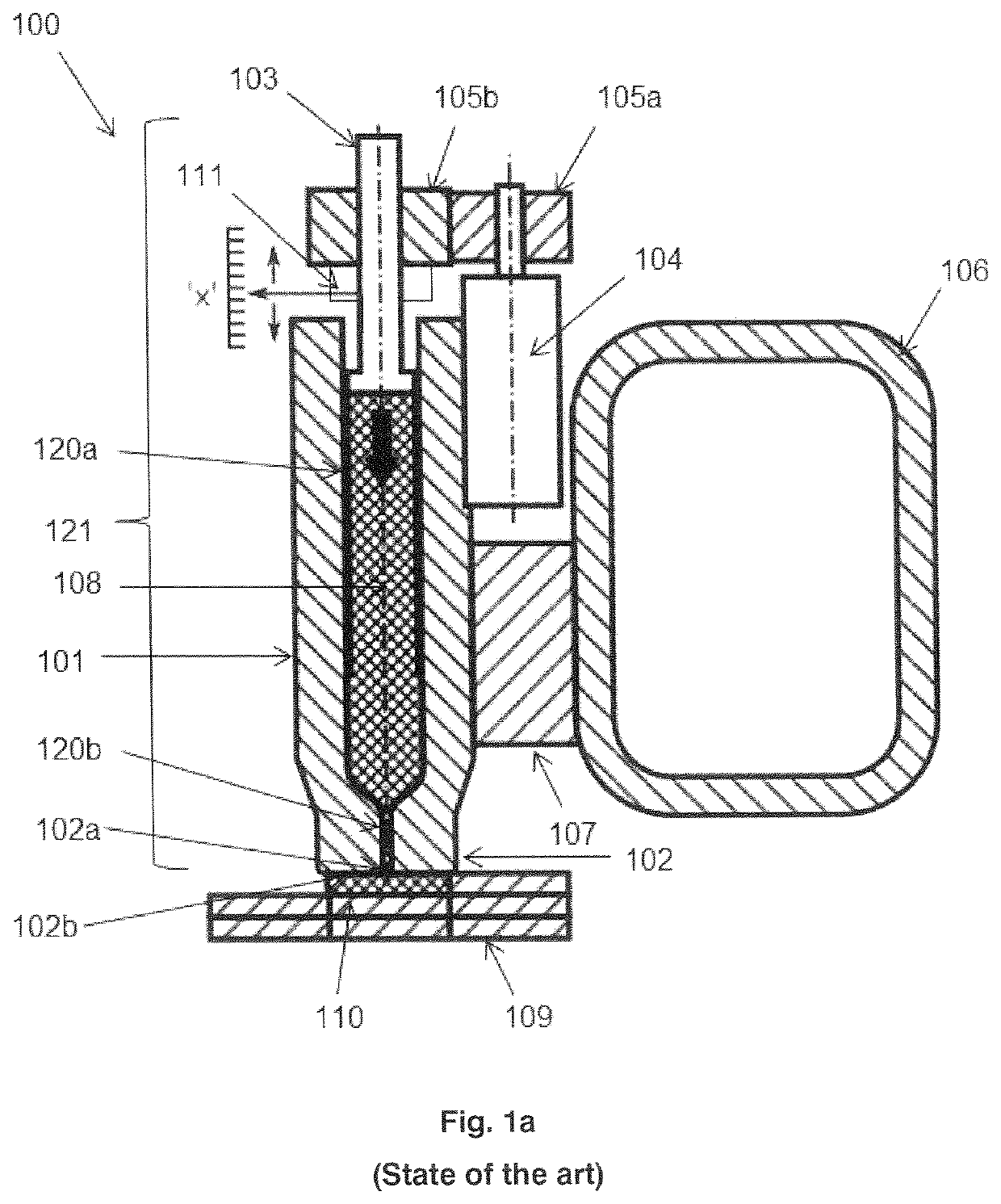
[0192]In FIG. 1a a system for additive manufacturing 100 is shown in a simplified form. The system 100 comprises a view step position modeling printhead 121 attached via a connection 107 to a gantry 106, which gantry 106 is comprised in a X-Y-Z positioning system, not shown in FIG. 1a, which allows the printhead 121 and object to be printed to be moved relatively to one another while depositing layers 110 of modeling material. The printhead 121 comprises a tubular feed member 101, which acts as an extruder tube, and which is arranged for feeding modeling material 108 from one end of the tubular feed member 101 towards a nozzle 102 connected at the opposite end of the tubular feed member 101. The tubular feed member 101 can for example be made from a metal, such as stainless steel.
[0193]The tubular feed member 101 and the nozzle 102 comprise a feed channel 120a, 120b respectively. The feed channel 120b of the nozzle 102 leads to the nozzle outlet 102a at the nozzle tip 102b. During p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wt. % | aaaaa | aaaaa |
| wt. % | aaaaa | aaaaa |
| color temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More