

Mash seam welding process and mash seam welding apparatus
a welding process and mash seam technology, applied in the direction of welding/soldering/cutting articles, manufacturing tools, welding with roller electrodes, etc., can solve the problems of easy cracking on the surface of plate-like workpieces, increased nugget ratio r.sub.n, and difficulty in obtaining desired weld strength in some cases, so as to achieve sufficient weld strength and high welding speed. , the effect of high contact resistan
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
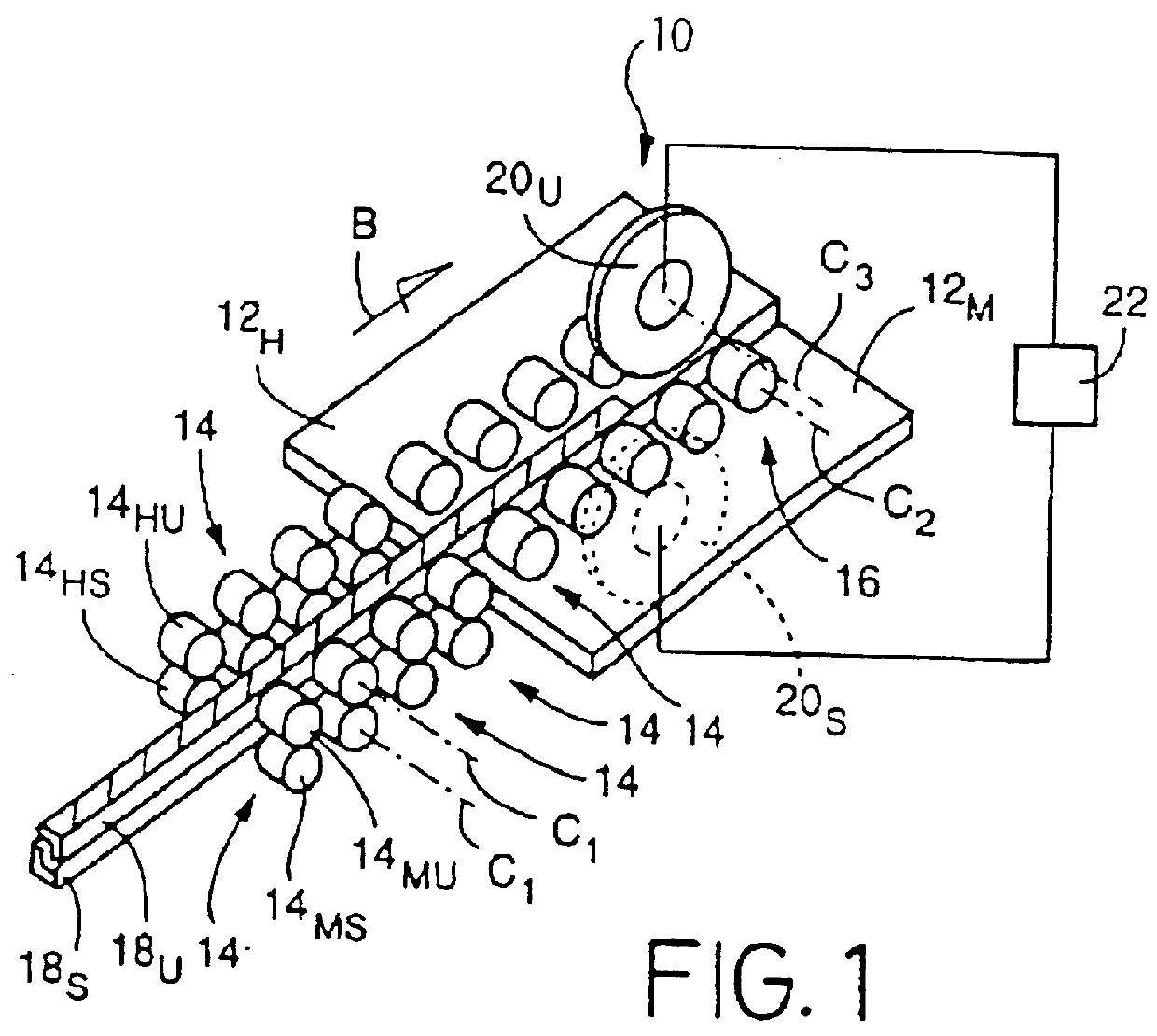
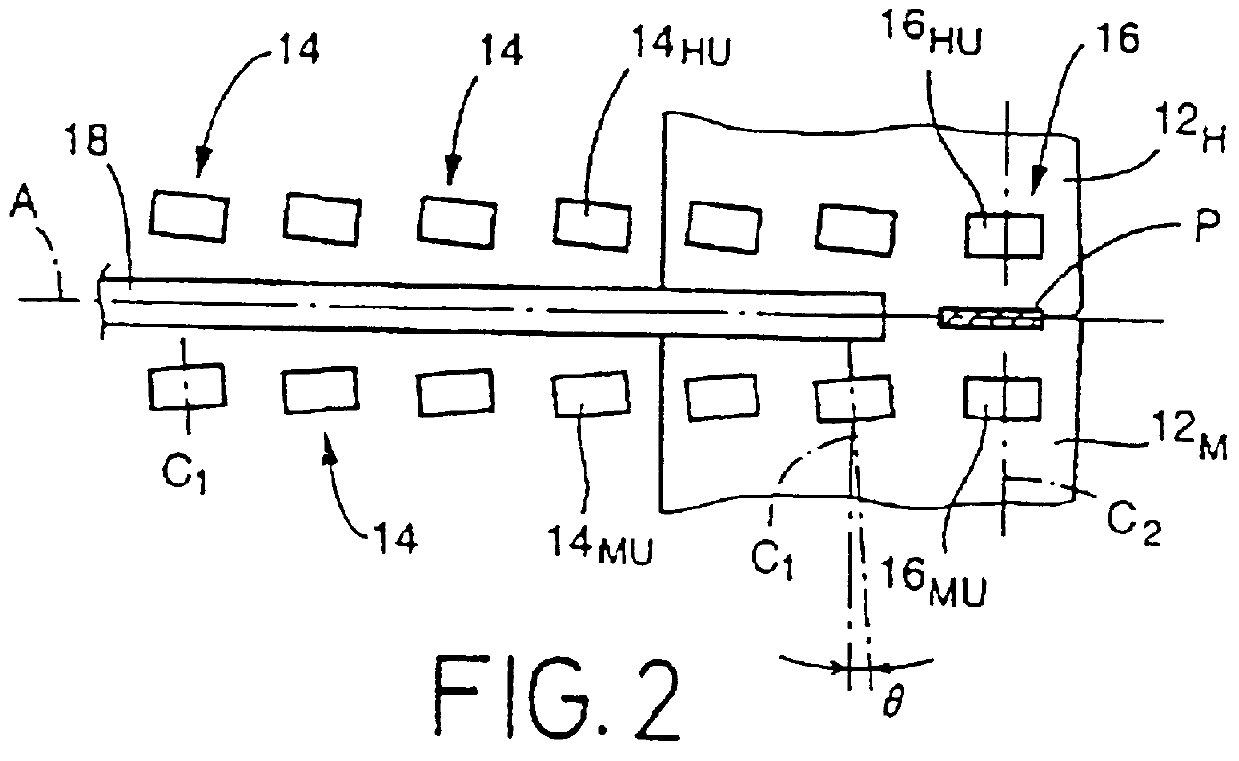
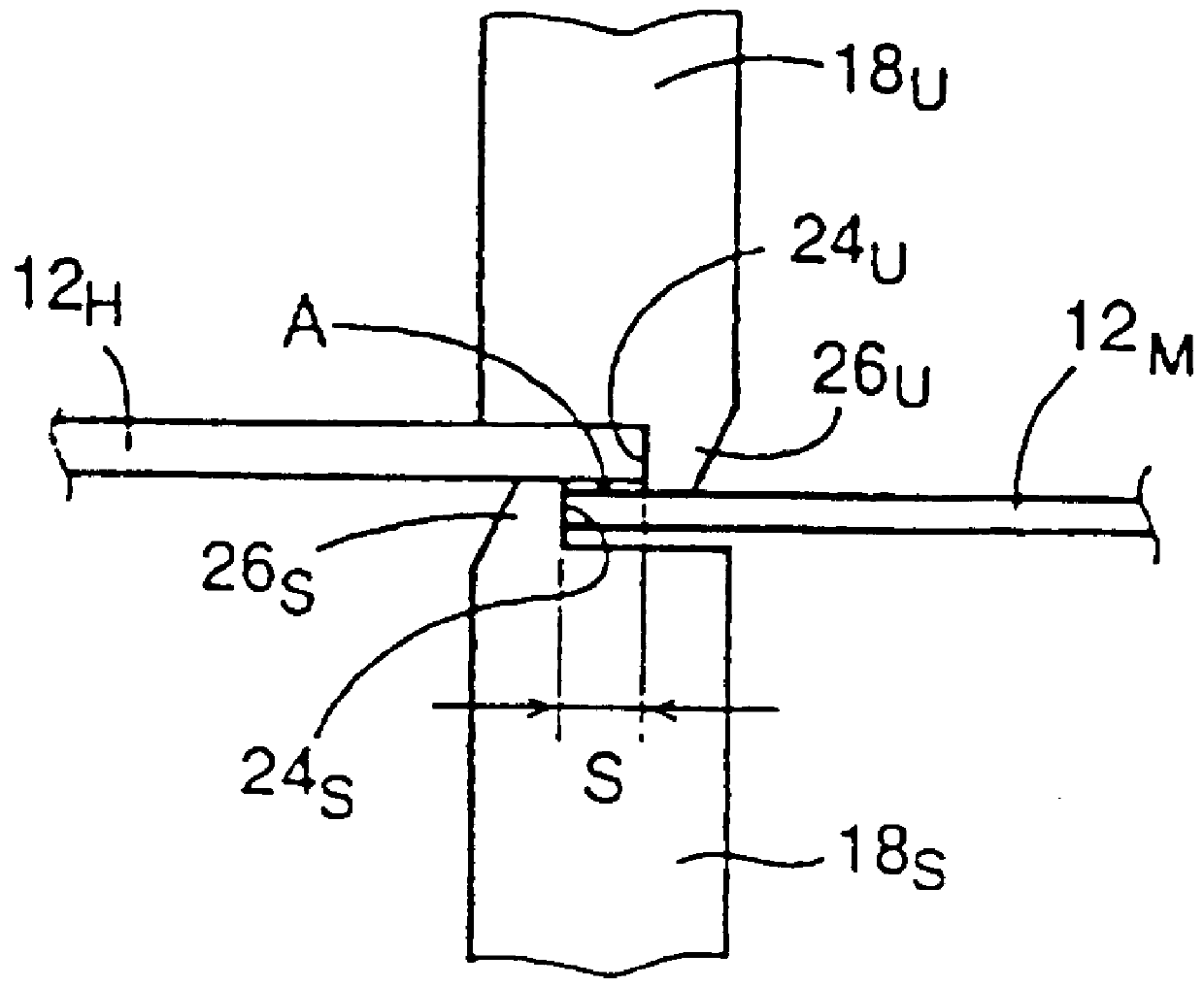
There will be described embodiments of this invention in detail referring to the drawings. FIG. 1 through FIG. 5 are views explaining a seam welding process to be practiced according to this invention, while FIG. 6 through FIG. 9 are views explaining a seam welding apparatus 10 adapted to practice the seam welding process.
In FIGS. 1 and 2, there are shown a pair of left and right plate-like workpieces 12.sub.H, 12.sub.M which are separate plates such as zinc steel plates having given shapes. The plate-like workpiece 12.sub.H has a larger thickness than the plate-like workpiece 12.sub.M. These plate-like workpieces 12.sub.H, 12.sub.M are fed in a predetermined feeding direction B by a plurality of sets of guide rollers 14 (Feeding Step), while the two plate-like workpieces 12.sub.H, 12.sub.M are guided and positioned relative to each other by a pair of upper and lower plate-like guide members 18.sub.U, 18.sub.S in sliding contact with guide surfaces 24.sub.U, 24.sub.S such that edge ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| speed | aaaaa | aaaaa |
| lap width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More