

Low-temperature high-strength, high-toughness steel and preparing method therefor
A high-toughness steel, high-strength technology, applied in high-toughness steel and its manufacturing, high-strength fields, can solve the problems of lack of competitiveness, high cost, overweight parts, etc., and achieve high safety requirements, low cost, and high strength Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0044] Embodiment 1: The steel used for the 150T single-arm lifting ring of the bearing part in the lifting system of petroleum drilling and repairing equipment and its manufacturing method:
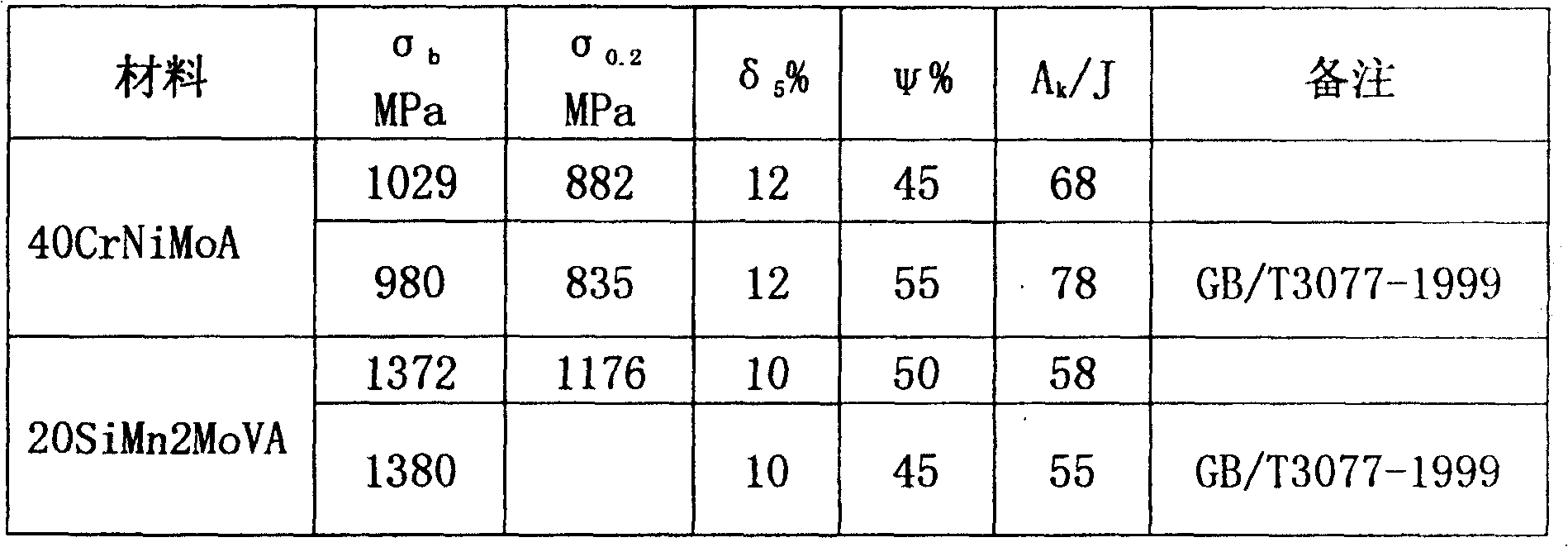
[0045] Technical requirements: yield strength σ 0.2 ≥1180MPa, tensile strength σ b ≥1380Mpa, elongation δ 5 ≥10%, reduction of area ψ≥45%, V-notch impact energy Akv(-20℃)≥42J. Ultrasonic flaw detection GB / T6402-91, Class II qualified; surface magnetic particle flaw detection JB / T4730.4-2005, Class II qualified.
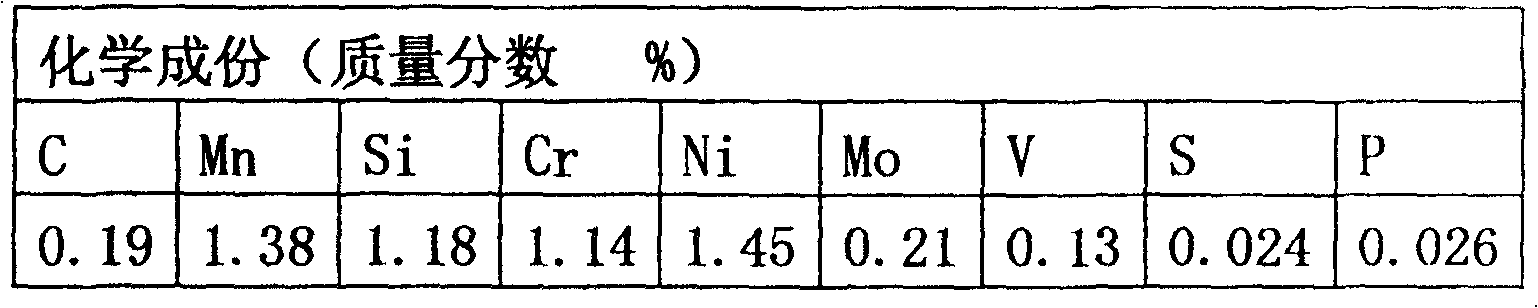
[0046] chemical composition
[0047]
[0048] The part is manufactured in the following sequence of process steps:
[0049] 1. Smelting process: 1 ton intermediate frequency induction melting furnace is used, and ceramic mesh is filtered during casting.
[0050] 2. Forging process:
[0051] Oil heating furnace: heating temperature 1300±10℃
[0052] 5 tons of electro-hydraulic hammer: initial forging temperature 1100°C, final forging temperature 870°C, post-forging anne...
Embodiment 2
[0060] Example 2: Steel for 150T single-arm lifting rings requiring a service environment temperature of -45°C and its manufacturing method:
[0061] Technical requirements: yield strength σ 0.2 ≥1180MPa, tensile strength σ b ≥1380Mpa, elongation δ 5 ≥10%, reduction of area ψ≥45%, V-notch impact energy Akv(-20℃)≥42J, Akv(-45℃)≥27J, ultrasonic testing GB / T6402-91, Class II qualified; surface magnetic particle testing JB / T4730.4-2005, Class II qualified.
[0062] chemical composition
[0063]
[0064] The part is manufactured in the following sequence of process steps:
[0065] 1. Smelting process: 1 ton intermediate frequency induction melting furnace is used, and ceramic mesh is filtered during casting.
[0066] 2. Forging process:
[0067] Oil heating furnace: heating temperature 1290±10℃
[0068] 5 tons of electro-hydraulic hammer: initial forging temperature 1150°C, final forging temperature 870°C, post-forging annealing 700±10°C, heat preservation 2h, furnace tem...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More