

Thin-wall stainless steel double-layer and carbon steel base layer composite tube girth weld welding method
A welding method and stainless steel technology, applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve problems such as bad structure and cracks, and achieve the effect of increasing effective thickness, ensuring corrosion resistance and high strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
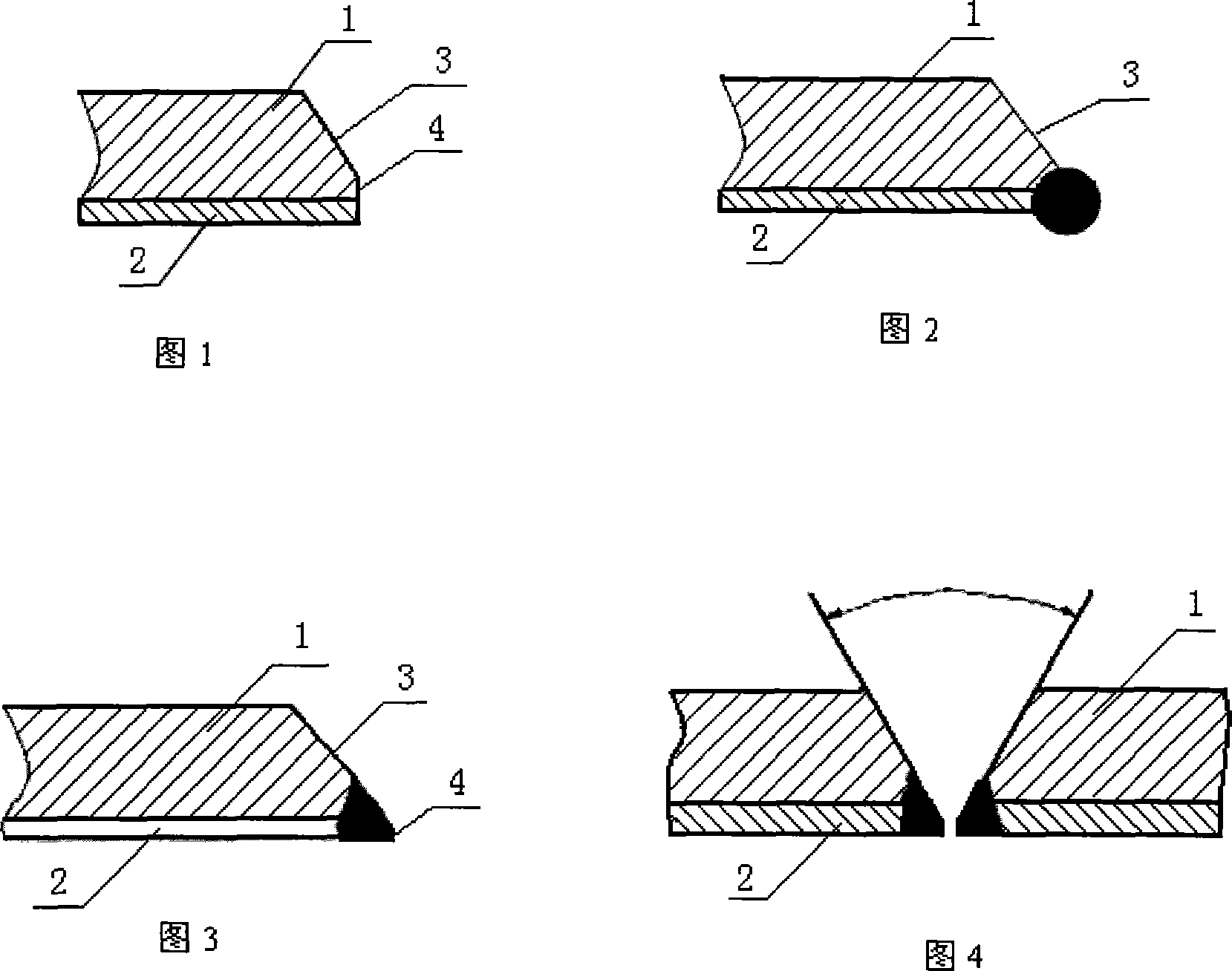
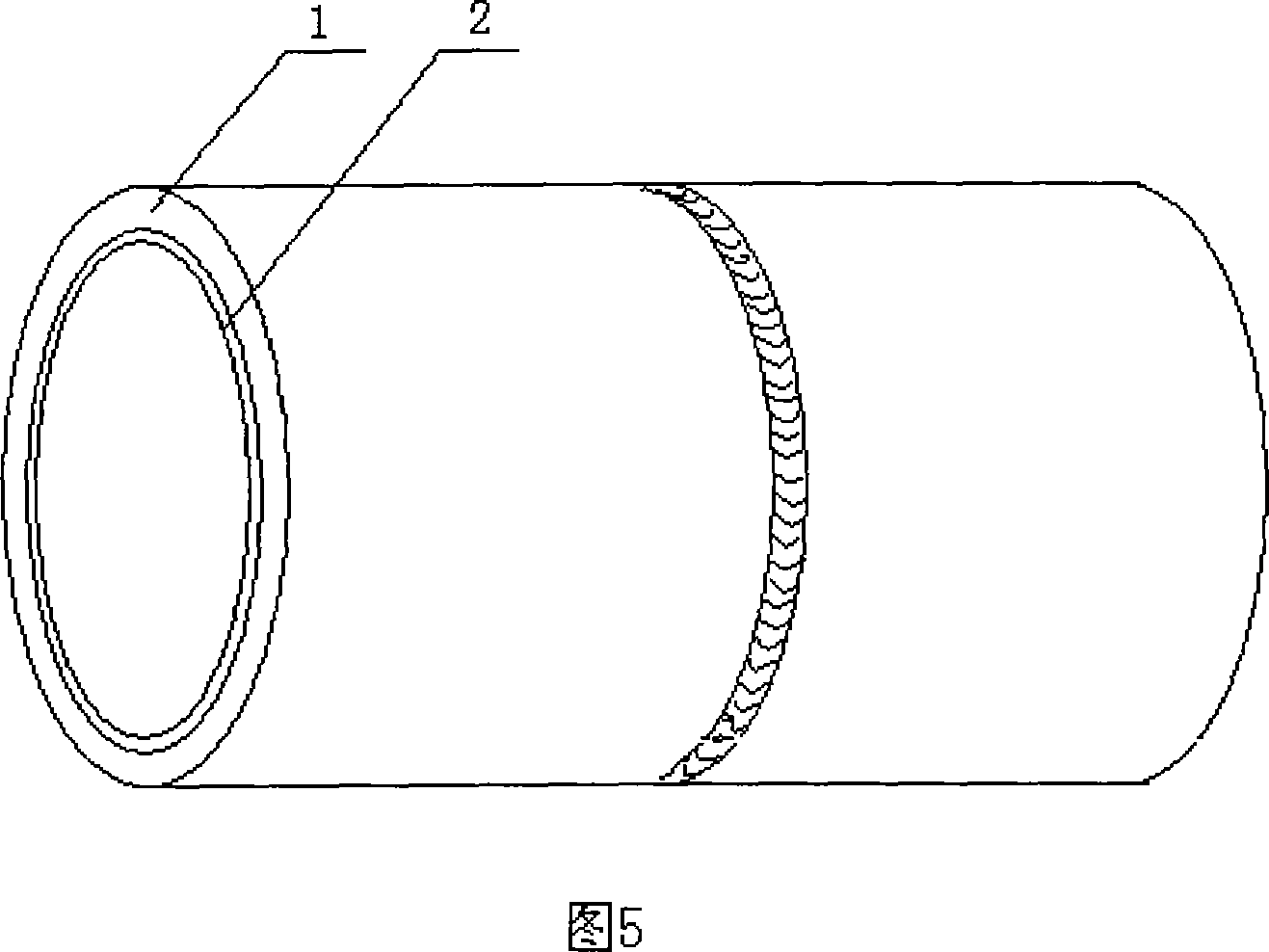
[0025] Embodiment 1: refer to accompanying drawing 1. The relative welding of bimetal composite pipes with an outer diameter of φ114 mm is taken as an example to illustrate. The thickness of the carbon steel base layer is 12 mm, and the thickness of the stainless steel cladding layer is 1.5 mm.
[0026] (1) Groove processing
[0027] Use the machining method to process the groove at the pipe end with an angle of 30° and a blunt edge of 5 mm. Use a grinding wheel to polish the rust on the carbon steel near the groove, and clean the oil on the groove with acetone.
[0028] (2) Seal welding
[0029] Weld 2-3 layers of stainless steel on the groove close to the inner surface of the bottom sealing bead. The welding method is argon tungsten arc welding, using 309Mo type austenitic stainless steel wire, the model is ER309MoL, the grade is HOOCr24Ni13Mo2, and the diameter is 2 mm. After welding, use a grinding wheel to grind the groove, the angle is 30-35 degrees, and the blunt ed...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More