

Technique for processing titanium alloy sheet material
A processing technology, titanium alloy technology, applied in metal processing equipment, manufacturing tools, metal rolling, etc., can solve the problems of alloy microstructure inhomogeneity, unstable material quality, narrow process window, etc., and achieve wide processing window and toughness And the effect of good plasticity matching and improved batch stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
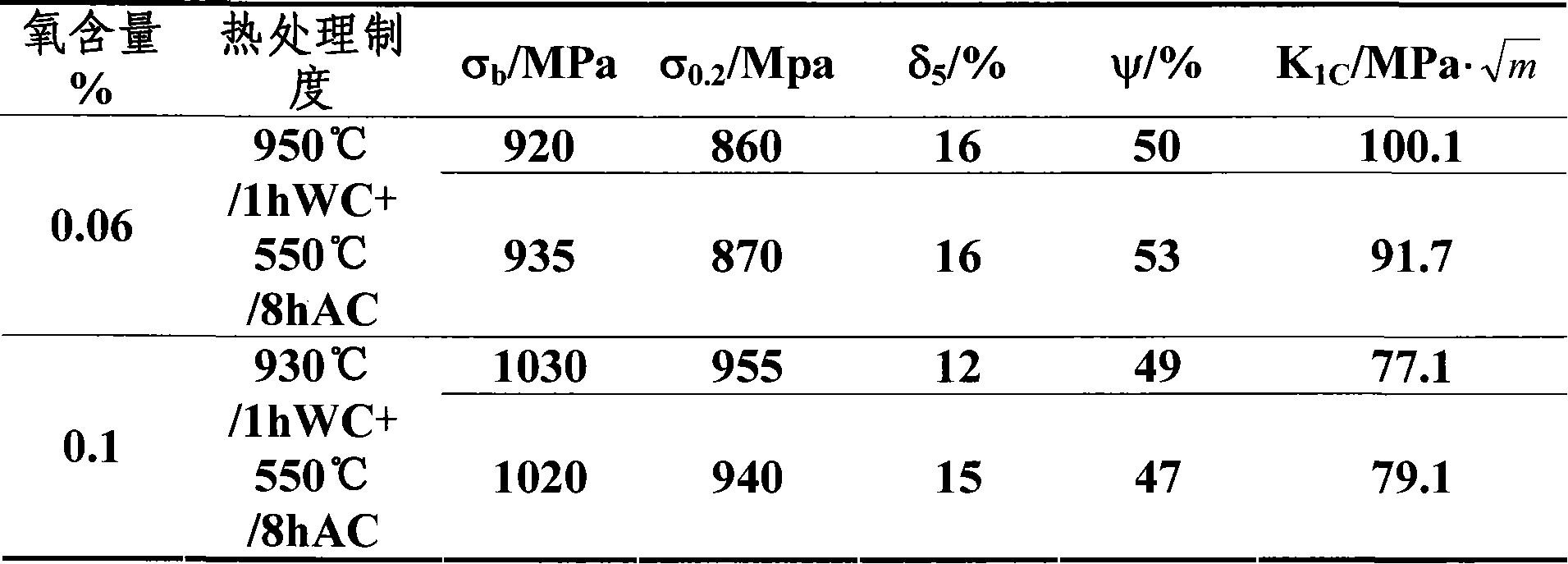
[0013] Use high-quality grade 0 sponge titanium, industrial pure aluminum, and Al-85V master alloy with low impurity content. After cladding alloy, electric-level pressing, plasma group welding, and finally using secondary vacuum consumable arc smelting method to smelt a 1 ton ingot, the size is: Φ420×1510mm. The weight percentages of the ingot components are Al: 6.16%, V: 3.95%, Fe: 0.03%, C: 0.04%, N: 0.014%, O: 0.06%, H: 0.001%, Si: <0.03%.
[0014] (2) Ingot blooming
[0015] The billeting temperature is selected to be 1100°C, heated by a natural gas furnace, and billeting is opened on a 1600T hydraulic press. The billet is divided into three fires to complete. After the ingot is charged at 900℃ and heated to 1100℃, it is forged out of the furnace after holding for 6 hours. After three times of upsetting (the reduction is about 110mm), the first fire is completed; the second fire is at 1000 After being kept at ℃ for 4h, one-way stretch forging; afte...
Embodiment 2
[0021] (1) Ingot smelting
[0022] Use high-quality grade 0 sponge titanium, industrial pure aluminum, and Al-85V master alloy with low impurity content. After cladding alloy, electric-level pressing, plasma group welding, and finally using secondary vacuum consumable arc smelting method to smelt a 1 ton ingot, the size is: Φ420×1510mm. The weight percentages of the ingot components are Al 6.24%, V 4.3%, Fe<0.01%, C 0.022%, N 0.011%, O 0.1%, and H 0.004%.
[0023] (2) Ingot blooming
[0024] The billeting temperature is selected to be 1100°C, heated by a natural gas furnace, and billeting is opened on a 1600T hydraulic press. Each section of billeting is divided into three fires to complete. After the ingot is loaded at 900°C and heated to 1100°C, it is heated for 6h and forged out. After three upsetting (the reduction is about 110mm), the first fire is completed; the second fire After being kept at 1000℃ for 4h, one-way stretch forging; after the third fire is kept at 970℃ for 18...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More