

Process technique of high-strength titanium alloy pipes
A processing technology, titanium alloy technology, applied in metal processing equipment, metal rolling, manufacturing tools, etc., can solve the problems of difficult to guarantee the quality of extruded tube blanks, unfavorable material properties, low material utilization rate, etc., and achieve high yield , low production cost, bright surface effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further described in detail below with reference to the drawings and specific embodiments.
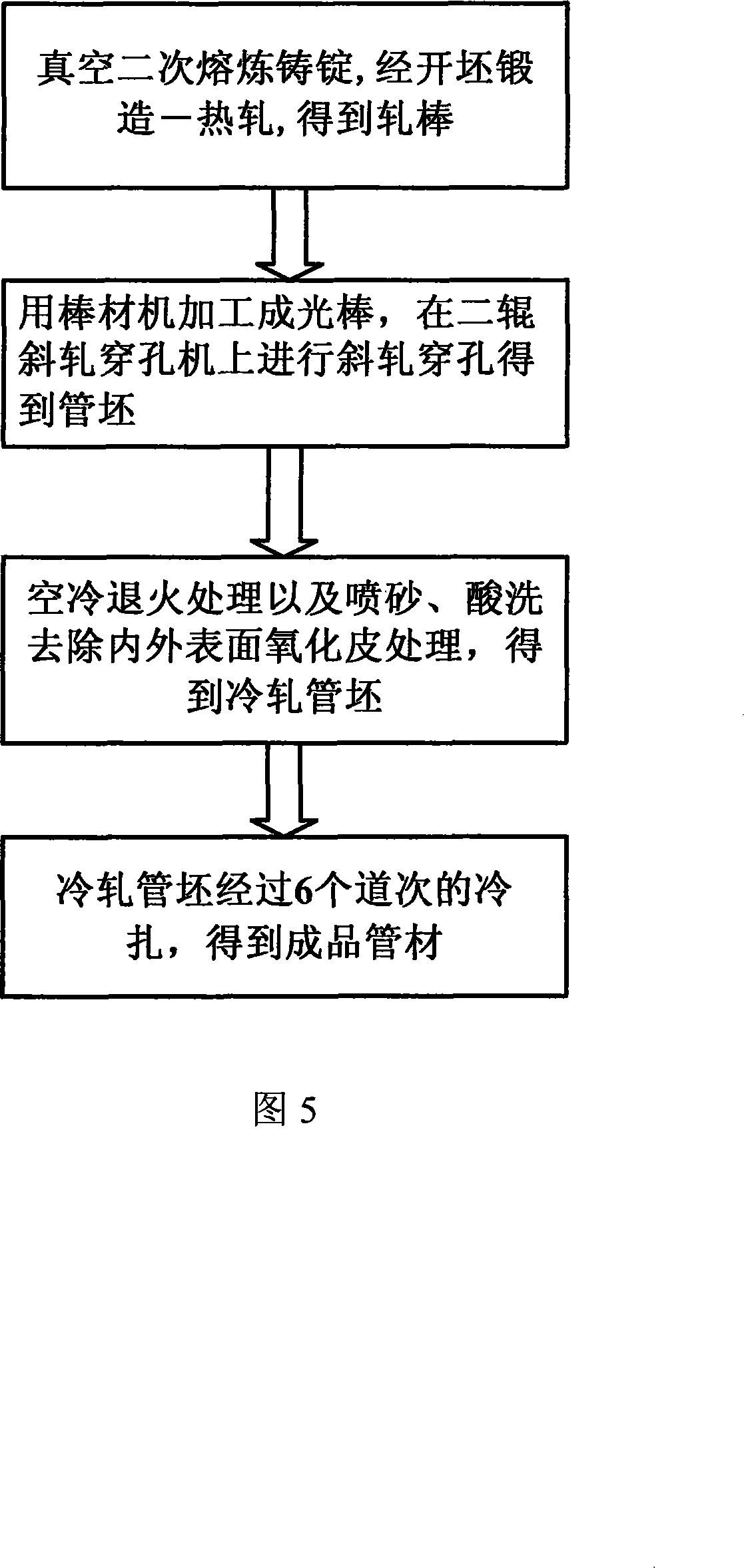
[0016] For the developed TB2 titanium alloy with high room temperature strength and deformation resistance, pipes with an inner diameter of 40-30 mm and a wall thickness of 2-5 mm are processed, and the pipes are processed by cross-rolling, piercing and cold rolling. The specific operation steps are as follows:
[0017] 1) Referring to Figure 1 and Figure 5, the TB2 alloy vacuum secondary melting ingot with a diameter of 380mm is first subjected to two fires at 1150°C and 1110°C for blank forging, and forged into a billet with a cross-section of 120×120mm. Then heat the forged bar to 980°C, keep it warm for 30-50 minutes, and then hot-roll it into a square bar with a cross-section of 55×55mm, and the hot-rolled deformation is 79%;
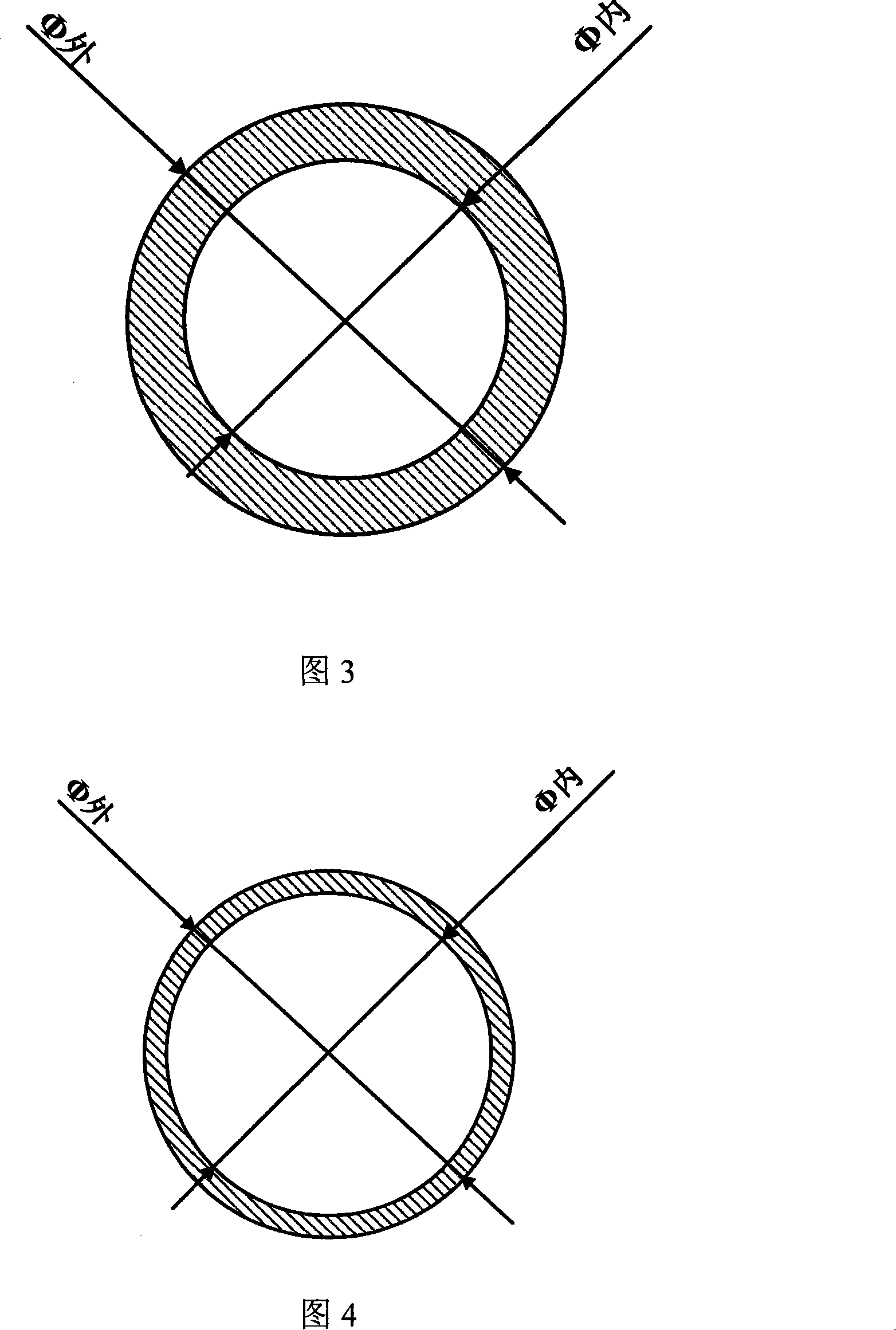
[0018] 2) Referring to Figure 2 and Figure 5, the hot-rolled bar is finished into a φ52×800mm bar, heated to 980°C, ke...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More