

Multi-layer composite coining building shuttering and manufacture method thereof
A building formwork and multi-layer composite technology, which is applied to the on-site preparation of building components, formwork/formwork components, and construction, etc., can solve the problems of not being able to use mixed waste plastics, reducing the bonding strength of the phase interface, and low mechanical properties of the product. , to achieve the effect of eliminating fire hazards, reducing quality requirements and low raw material requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] 1) Lay flame-retardant PP sheet, glass fiber reinforced net mat, wood-plastic composite material raw materials (recycled polyethylene accounts for 25wt%, sawdust accounts for 65wt%, processing aid 10wt%) in the mold, glass fiber reinforced Net felt, flame retardant PP sheet, and finally complete the material paving;
[0025] 2) Roll the mold into the hot press machine for hot pressing operation, the hot pressing pressure is 3.0 MPa, the hot pressing temperature is 250°C, and the hot pressing time is 20 minutes;
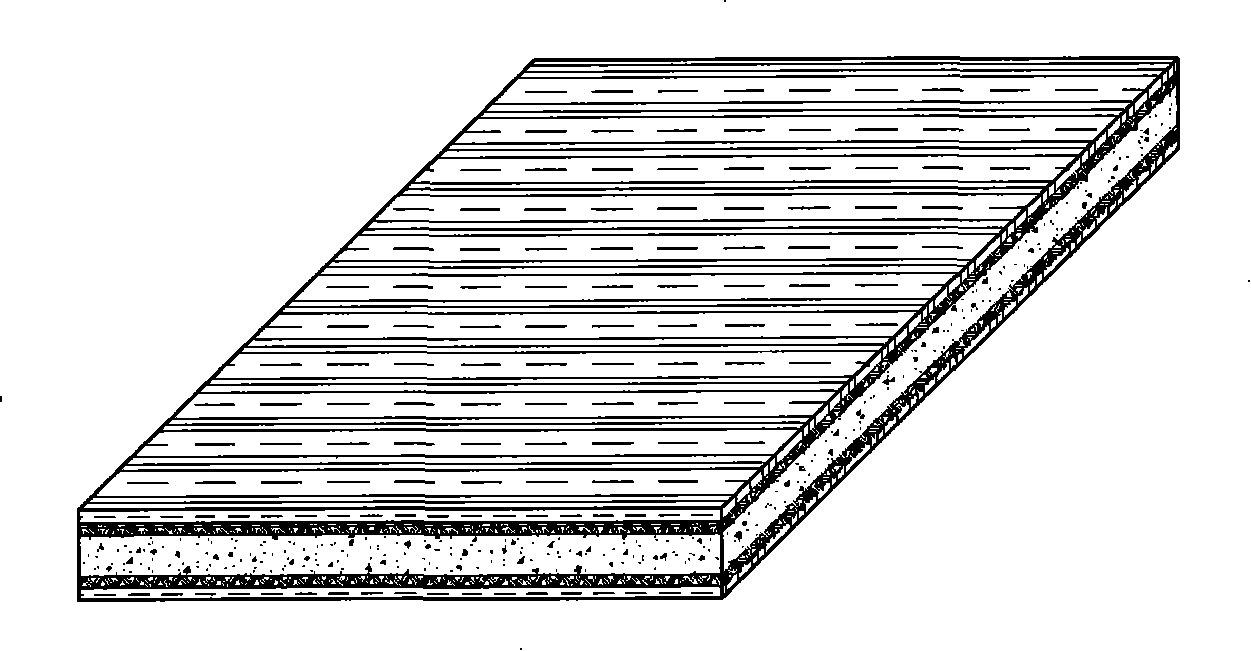
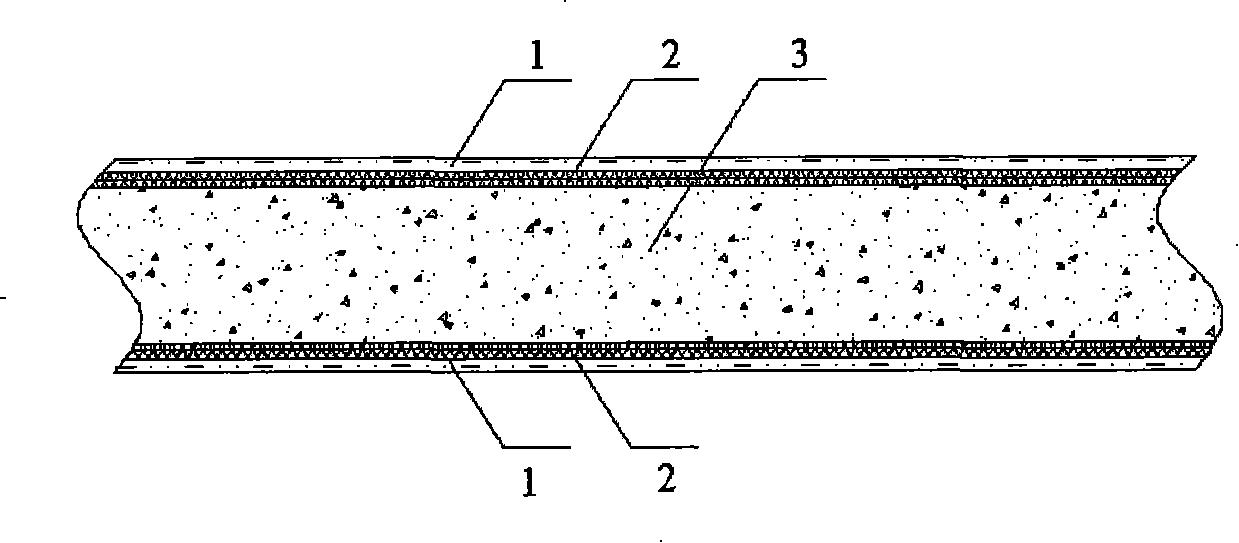
[0026] 3) Then send the mold into the cold press for cold pressing operation, the cold pressing pressure is 8.0MPa, and the cold pressing is demoulded at 40°C. After trimming and trimming, the multi-layer composite molded building formwork is obtained. The thickness of the flame-retardant layer 1 is 0.8mm , the thickness of the reinforced layer 2 is 1.0mm, and the thickness of the supporting layer 3 is 10mm, such as figure 1 and 2 shown.
Embodiment 2
[0028] 1) Lay flame-retardant ABS sheets, glass fiber reinforced net mats, and wood-plastic composite materials (regenerated acrylonitrile-butadiene-styrene plastics account for 20 wt%, wood debris accounts for 70 wt%, processing aids) in the mold. agent 10wt%), glass fiber reinforced mesh felt, flame-retardant ABS sheet, and finally complete the paving of the material;
[0029] 2) Roll the mold into a hot press machine for hot pressing operation, the hot pressing pressure is 3.5 MPa, the hot pressing temperature is 260°C, and the hot pressing time is 25 minutes;
[0030] 3) Then send the mold into the cold press for cold pressing operation, the cold pressing pressure is 9.0MPa, and the cold pressing is demoulded at 45°C. After trimming and trimming, the multi-layer composite molded building formwork is obtained, such as figure 1 and 2 shown. The thickness of the flame retardant layer 1 is 1.0mm, the thickness of the reinforcement layer 2 is 1.2mm, and the thickness of the s...
Embodiment 3
[0032] 1) Lay flame-retardant PP sheet, glass fiber reinforced mesh, wood-plastic composite raw materials (regenerated polyvinyl chloride 15wt%, crop straw 75wt%, processing aid 10wt%), glass fiber reinforced mesh in the mold in sequence , flame-retardant PP sheet, and finally complete the paving of the material;
[0033] 2) Roll the mold into the hot press machine for hot pressing operation, the hot pressing pressure is 4.0 MPa, the hot pressing temperature is 280°C, and the hot pressing time is 30 minutes;
[0034] 3) Send the mold to the cold press for cold pressing operation, the cold pressing pressure is 10.0MPa, and the cold pressing is demoulded at 40°C. After trimming and trimming, the multi-layer composite molded building formwork is obtained. The thickness of the flame retardant layer 1 is 1.2mm , the thickness of reinforcement layer 2 is 1.5mm, and the thickness of support layer 3 is 20mm, such as figure 1 and 2 shown.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More