

Large caliber aluminium alloy pipeline non-pad tungsten electrode argon arc single face welding and double face shaping method
A single-sided welding double-sided, tungsten argon arc technology, applied in arc welding equipment, welding equipment, tubular objects, etc., can solve the problems of inability to form welds, waste materials, affect the service life of pipelines, etc., and achieve beautiful welds. , the effect of reducing engineering costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
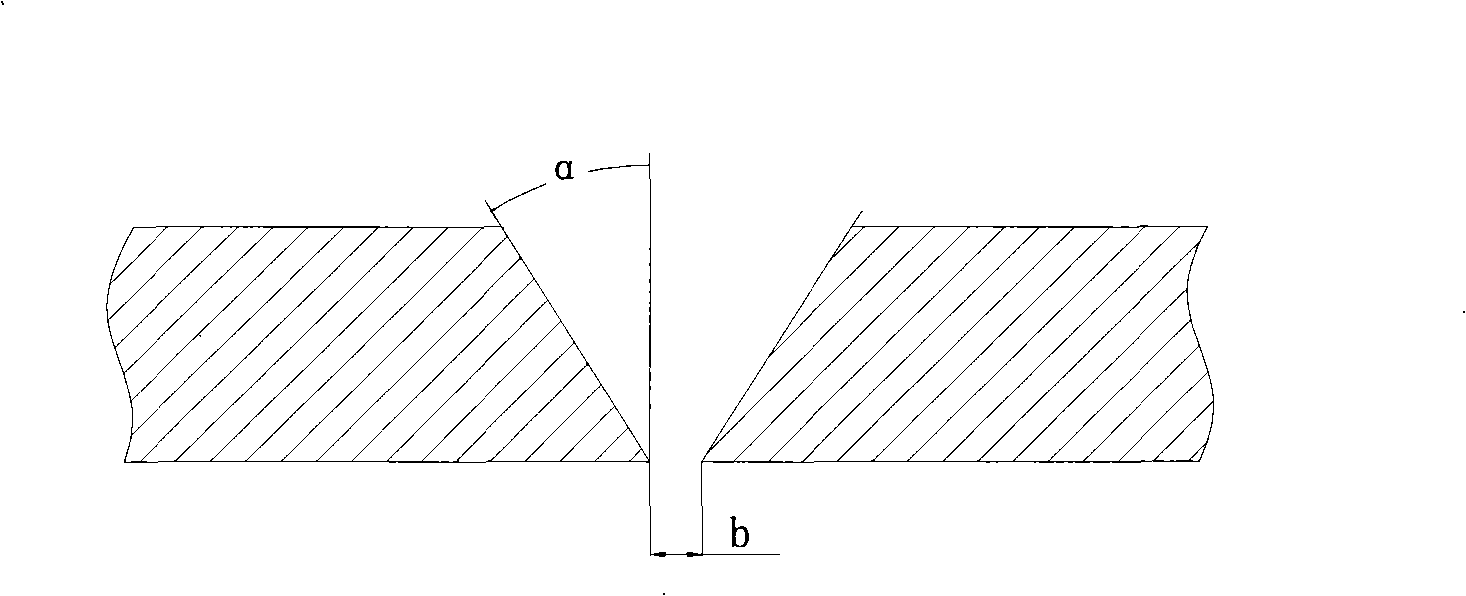
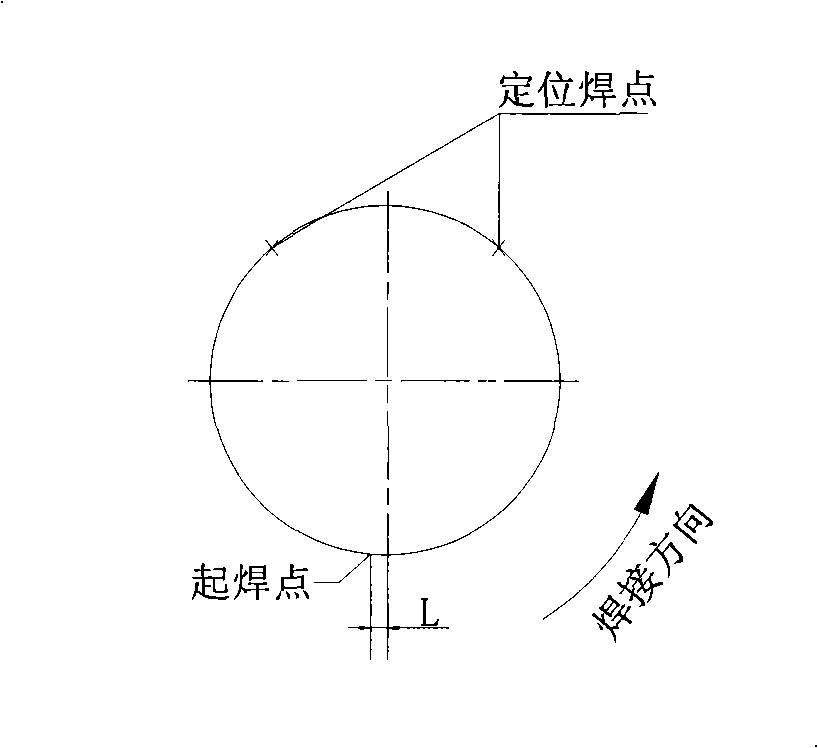
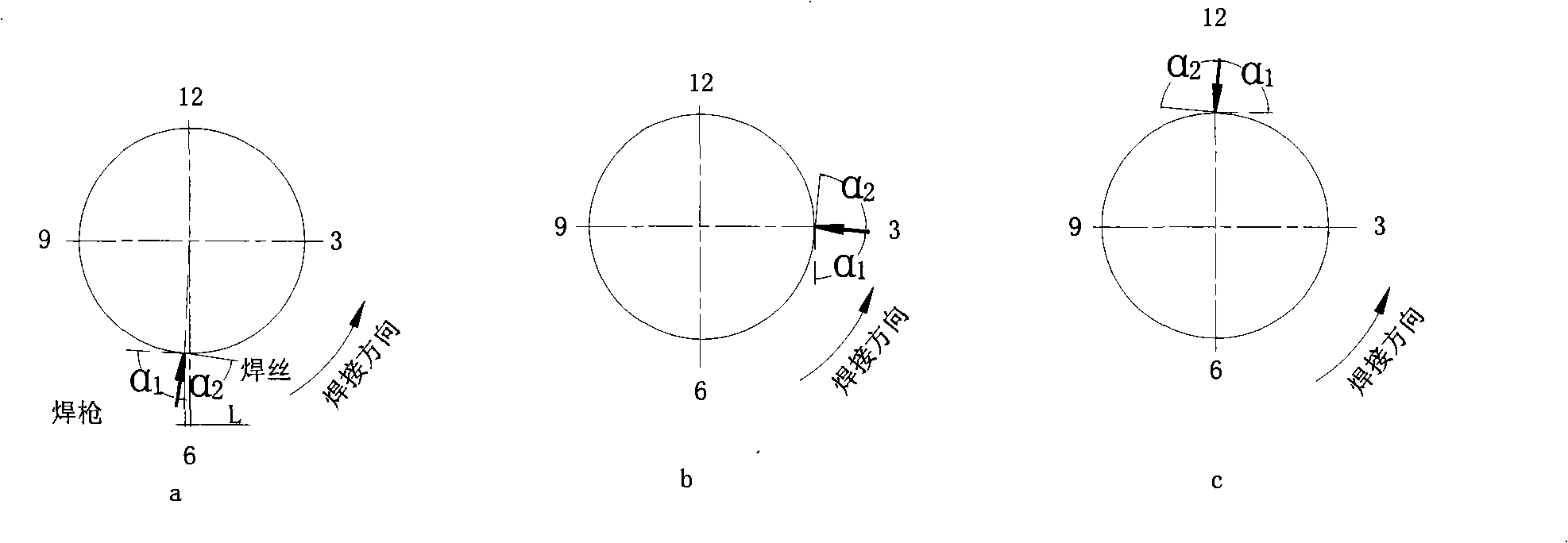
[0009] A large-diameter aluminum alloy pipeline without liner tungsten argon arc single-sided welding double-sided forming method of the present invention, comprising: groove angle, gap pairing; tungsten electrode grinding; cleaning before welding; welding process parameter adjustment; spot solidification Welding; welding of primer, filling layer and cover layer. The position of the fixed horizontal pipe is marked with the number of hours. The welding sequence is divided into half circles on the left and right. Each half circle includes overhead welding, vertical welding and flat welding. The welding starts at 5-10mm near the 6 o'clock of the overhead welding, and finally reaches the flat welding after vertical welding. End the first half circle of welding at 12 o'clock; before starting welding in the second half circle, grind the joint into a slope, the joint overlaps with the weld seam formed by the first half circle welding by 3 ~ 5mm, start welding at 6 o'clock in the overh...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Gap | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More