

Vacuum brazing method for pump impeller
A brazing method and pump impeller technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problems of low welding bonding strength and incomplete weld seam, and achieve long service life and uniform and full braze seam , the effect of high welding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
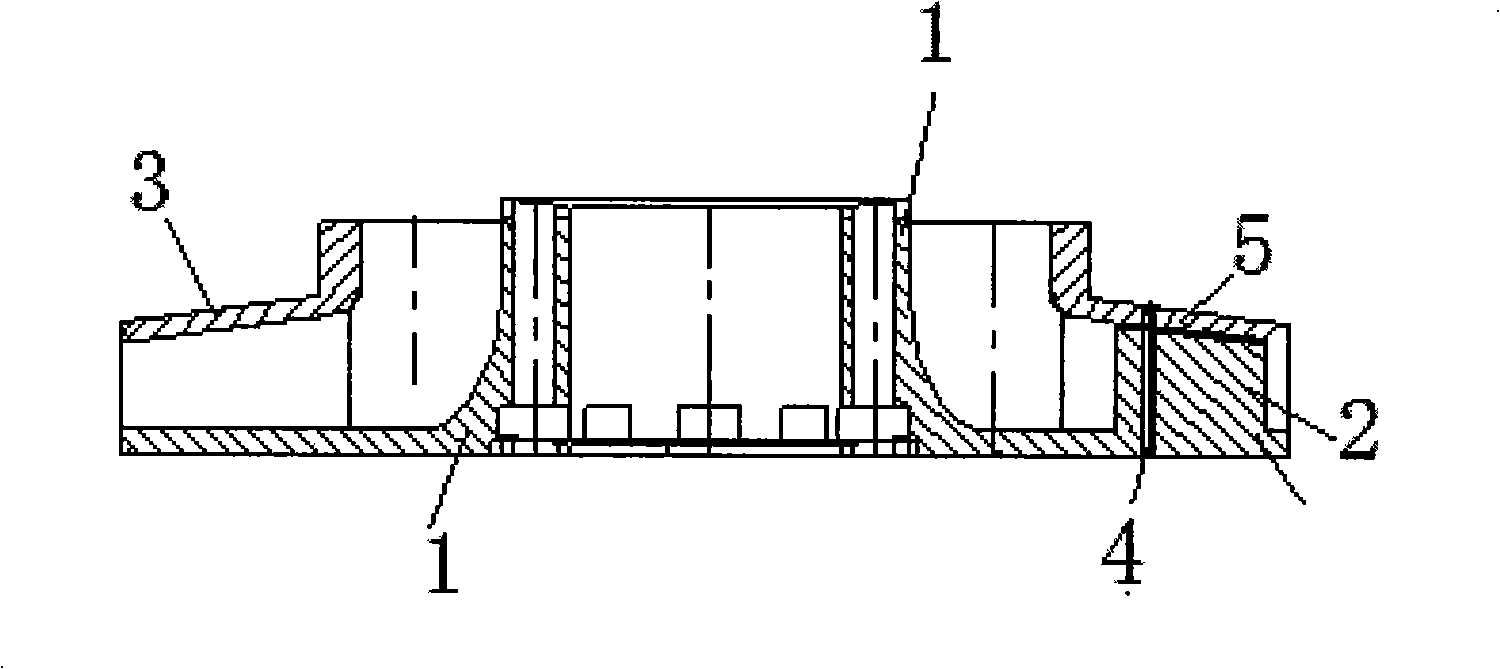
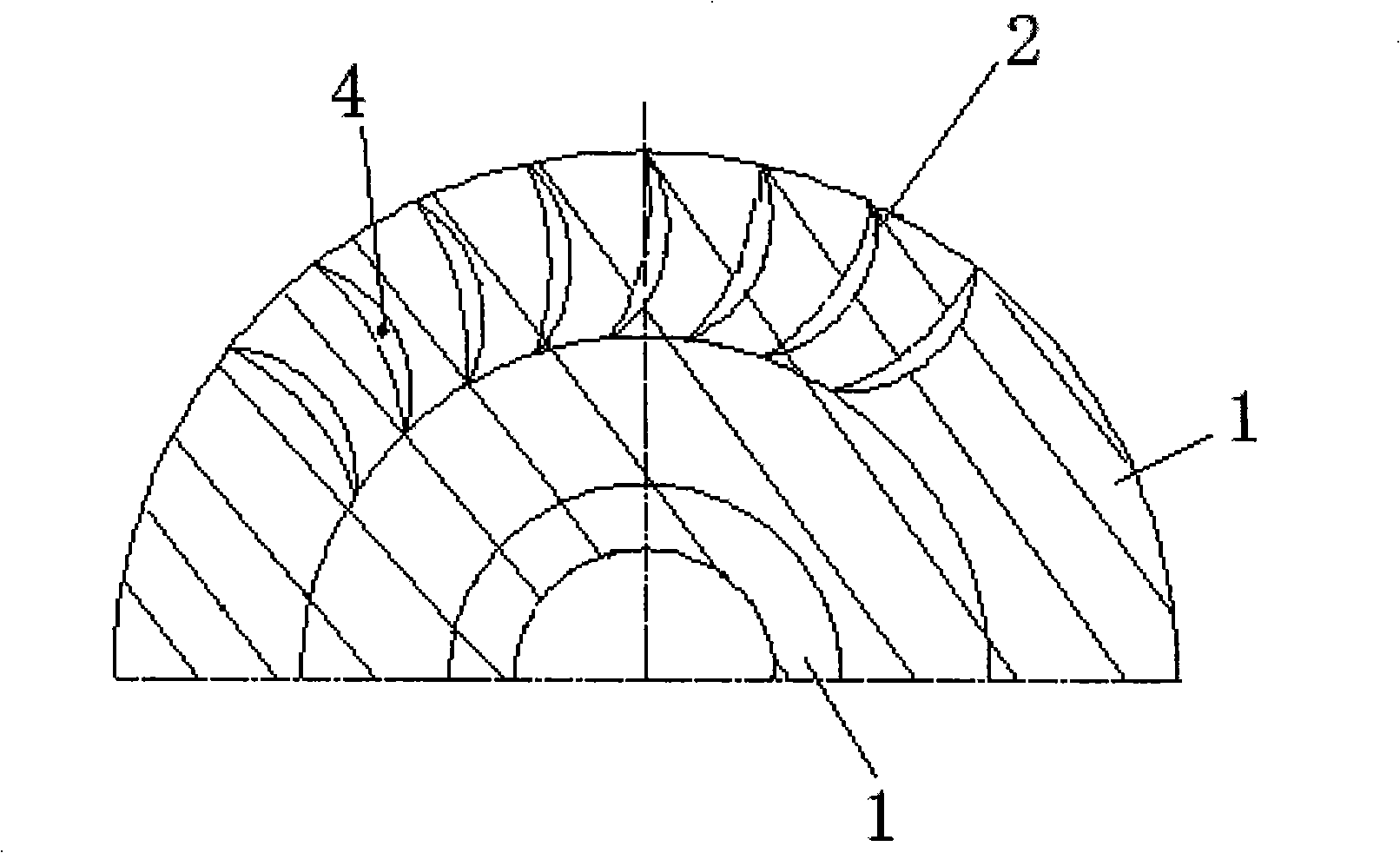
[0025] Such as figure 2 , image 3 As shown, the pump wheel in the hydraulic transmission shunting transmission box to be brazed in the present invention includes a "convex" shaped impeller 1, and a circle of blades 2 arranged at intervals is arranged on the circumferential surface of the impeller 1, and each blade 2 A pump cover 3 is arranged at the end, and positioning holes are provided on 2 to 3 blades 2 corresponding to the pump cover 3, and a positioning pin 4 is inserted in each positioning hole to combine the impeller 1 and the pump cover 3 together . The present invention intends to braze the pump cover 3 and the blades 2 on the impeller 1 together by means of vacuum brazing.
[0026] Below is pump wheel vacuum brazing method of the present invention, and it comprises the following steps:
[0027] 1. Cut the welding piece 5 into a shape ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More