

Aluminum ring forging and spinning manufacture method
A manufacturing method and technology for aluminum rings, applied in the field of casting, forging and spinning manufacturing of aluminum rings, can solve problems such as increased equipment cost, material milling waste, increased forming load, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
[0037] The aforementioned and other technical contents, features and effects of the present invention will be clearly understood in the following detailed description of a preferred embodiment with reference to the drawings.
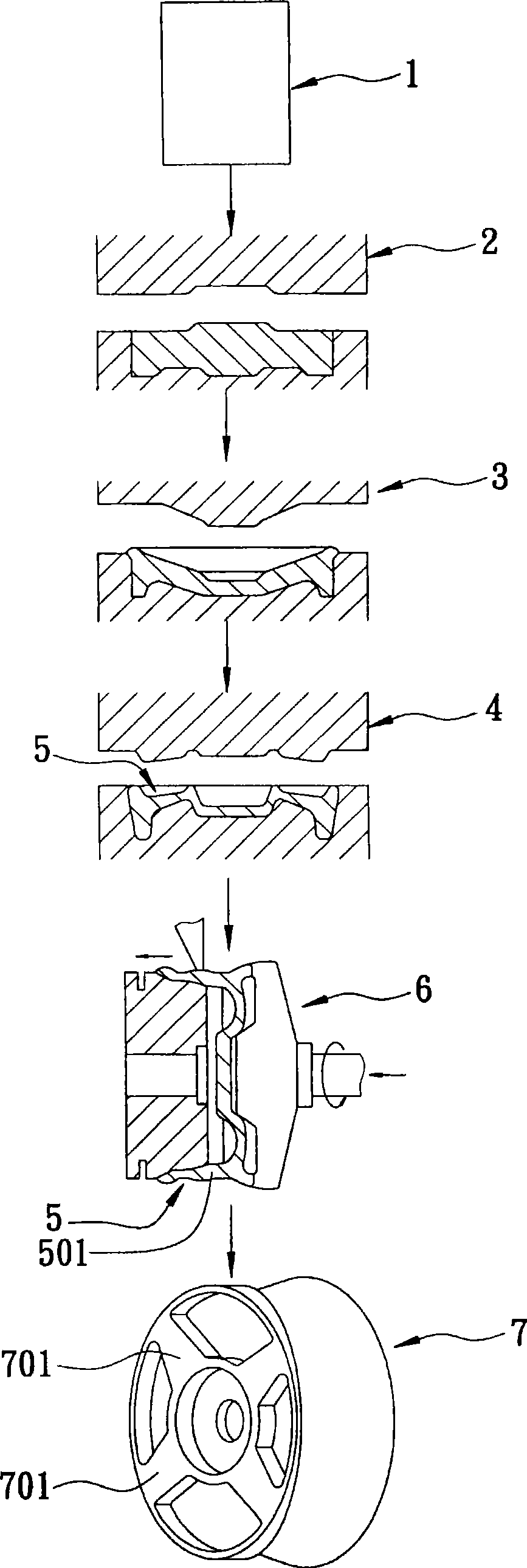
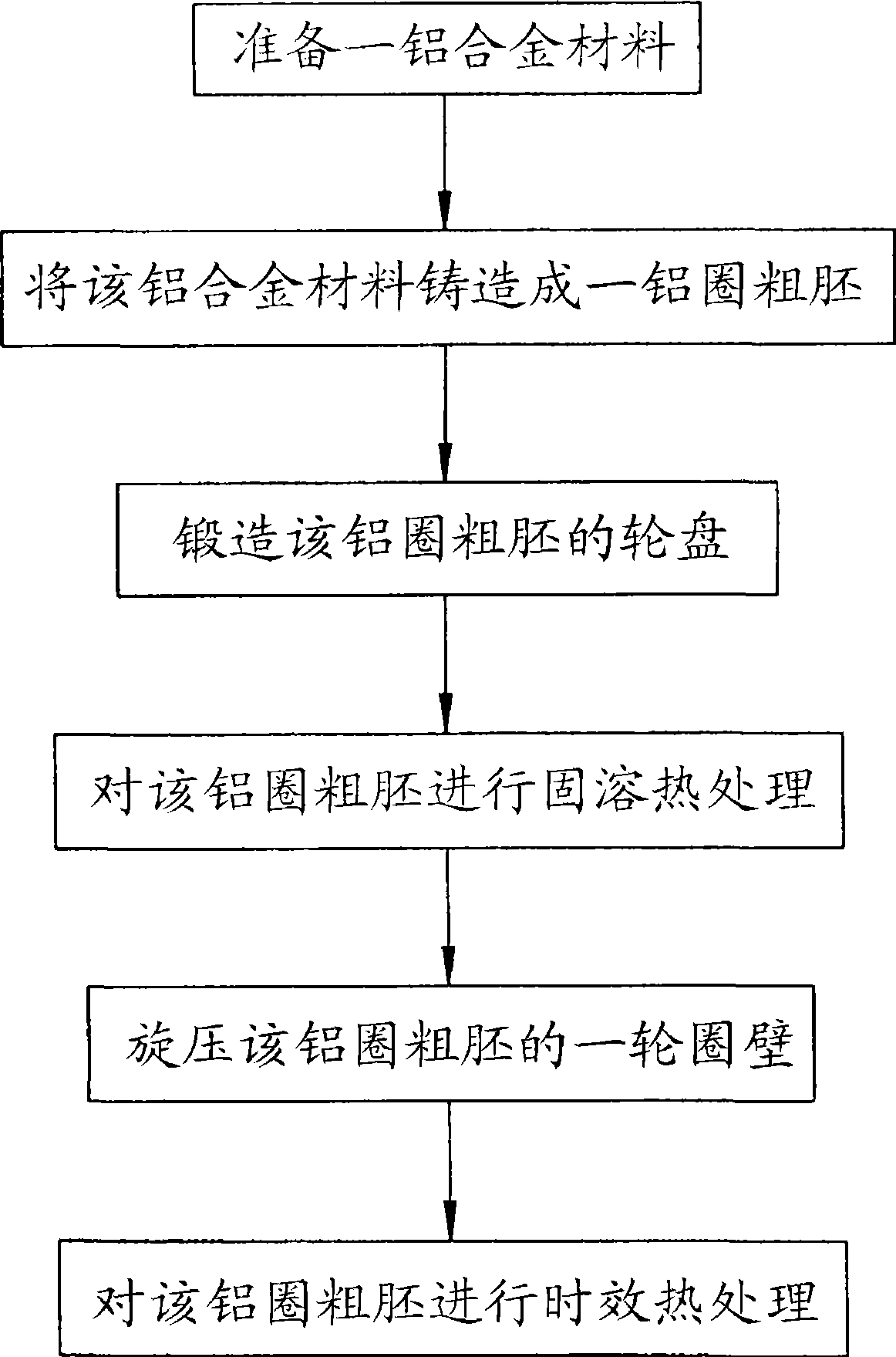
[0038] refer to figure 2 , is a preferred embodiment of the aluminum ring casting forging spinning manufacturing method of the present invention, the manufacturing method includes the following steps:
[0039] Step 1: If figure 2 As shown, an aluminum alloy material (not shown) is prepared, the aluminum alloy material includes silicon in a weight percentage of 3wt% to 6wt%, magnesium in a weight percentage of 0.4wt% to 0.7wt%, and copper in a weight percentage of not more than 0.1wt%. , iron not greater than 0.12 wt%, manganese not greater than 0.05 wt%, zinc not greater than 0.05 wt%, nickel not greater than 0.05 wt%, and t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More