

A method for continuously preparing multilayer plates of polymer composite materials
A sheet and core layer technology, which is applied in the field of continuous preparation of multilayer sheets of polymer composite materials, can solve the problems of endangering the personal health of production workers, low production efficiency, pollution, etc., and achieve high production efficiency, increase production efficiency, and reduce costs. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] Embodiment 1, continuous production five-layer composite polypropylene laminated board
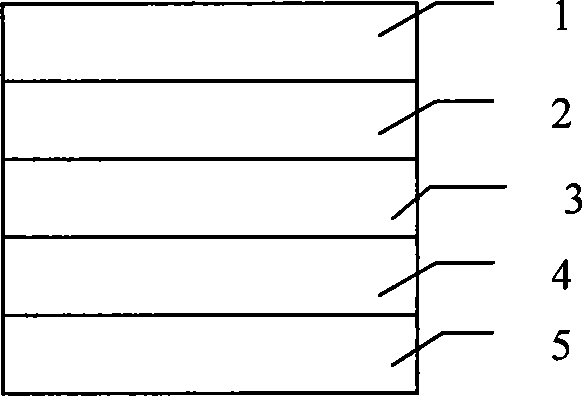
[0017] The structure of the five-layer composite PP laminate is as follows figure 1 As shown, from top to bottom are the upper skin layer 1, the upper core layer 2, the inner core layer 3, the lower core layer 4 and the lower skin layer 5. Wherein, the upper core layer 2 and the lower core layer 4 are reinforced grid cloth.
[0018] Evenly feed polypropylene (PP) into the extruder at a speed of 20kg / min for plasticizing processing. The processing temperature of the extruder is 160-220°C (heating the solid state into a viscous fluid state); after plasticizing, it is extruded The machine is continuously extruded into the plate mold, and the temperature of the mold is 140-160°C (to change the viscous flow state into a high elastic state), and extrude from the plate mold to obtain a high elastic state polypropylene (PP) sheet after molding. Then, the high elastic state polypropylene (...
Embodiment 2
[0021] Embodiment 2, continuous production five-layer composite polypropylene laminated board
[0022] The structure of the five-layer composite PP laminate is as follows figure 1 As shown, from top to bottom are the upper skin layer 1, the upper core layer 2, the inner core layer 3, the lower core layer 4 and the lower skin layer 5. The upper core layer 2 and the lower core layer 4 are reinforced grid cloth.
[0023] Evenly feed polypropylene (PP) into the extruder at a speed of 20kg / min for plasticizing processing. The processing temperature of the extruder is 160-220°C (heating the solid state into a viscous fluid state); after plasticizing, it is extruded The machine is continuously extruded into the plate mold, and the temperature of the mold is 140-160°C (to change the viscous flow state into a high elastic state). After molding, it is extruded from the plate mold to obtain a high elastic polypropylene (PP) sheet. An elastic polypropylene (PP) sheet is used as the inne...
Embodiment 5
[0036] Embodiment 5, polyethylene is the preparation of the five-layer composite polypropylene laminate of upper and lower cortex
[0037] The structure of the five-layer composite polypropylene laminate is as follows figure 1 As shown, from top to bottom are the upper skin layer 1, the upper core layer 2, the inner core layer 3, the lower core layer 4 and the lower skin layer 5. Wherein, the upper core layer 2 and the lower core layer 4 are reinforced grid cloth.
[0038] Evenly feed polypropylene (PP) into the extruder at a speed of 20kg / min for plasticizing processing. The processing temperature of the extruder is 160-220°C (heating the solid state into a viscous fluid state); after plasticizing, the polypropylene is formed The extruder is continuously extruded into the plate mold, and the temperature of the mold is 140-160°C (to change the viscous fluid state into a high elastic state). After forming, extrude from the plate mold to obtain a high elastic polypropylene (PP)...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pore size | aaaaa | aaaaa |
| pore size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More