

Powered core coil for spraying low alloy quantity Fe-base amorphous alloy coating by electric arc
A powder core wire, arc spraying technology, applied in metal material coating process, coating, melting spraying and other directions, can solve the problems of limited amorphous forming ability, short development time, insufficient depth of amorphous alloy coating, etc. To achieve the effect of good thermal stability and dense tissue structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
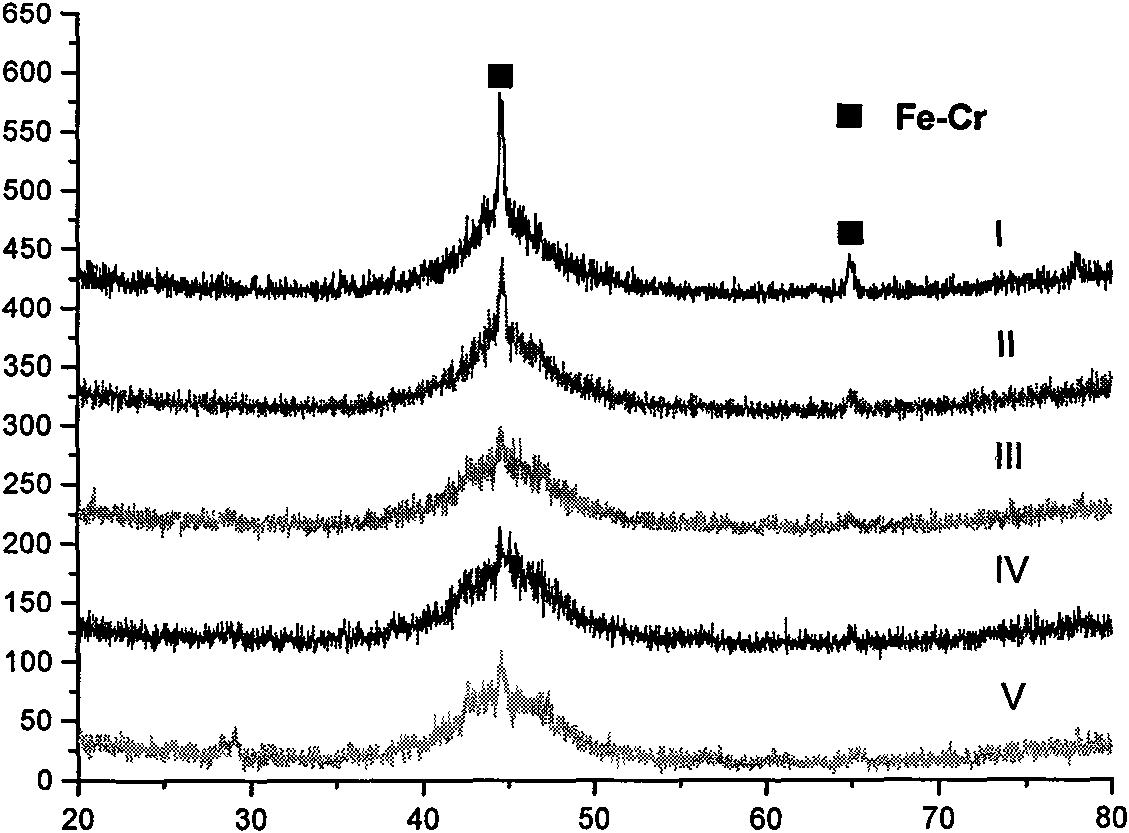
[0018] Take 450 grams of ferroboron powder; 10 grams of ferromanganese powder; 90 grams of ferrosilicon powder; 200 grams of chromium powder; 150 grams of ferromolybdenum powder; 80 grams of chromium carbide powder; mixed rare earth: 20 grams. The various powders taken were put into the powder mixer and mixed for 10 minutes. Select a 304L stainless steel strip with a thickness of 0.3mm×width of 10mm, first roll it into a U shape, then add the mixed powder into the U-shaped 304L stainless steel strip groove, and the filling rate is 30%. Close the U-shaped groove, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. Coating I was prepared on the Q235 substrate by arc spraying technology, spraying current 180-200A, spraying voltage 30V, spraying air pressure 0.55MP, and spraying distance 200mm. The XRD pattern of coating I is shown in figure 1 , there are obvious amorphous diffraction packets in the 30°~60° area in the figure. T...
Embodiment 2
[0020] Take 500 grams of ferroboron powder; 15 grams of ferromanganese powder; 80 grams of ferrosilicon powder; 135 grams of chromium powder; 170 grams of ferromolybdenum powder; 70 grams of chromium carbide powder; mixed rare earth: 30 grams. The various powders taken were put into the powder mixer and mixed for 10 minutes. Select the 304L stainless steel strip with a thickness of 0.3 mm × width 10 mm, first roll it into a U shape, then add the mixed powder into the U-shaped 304L stainless steel strip groove, and the filling rate is 26%. Close the U-shaped groove, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. Coating II was prepared on the Q235 substrate by arc spraying technology, with a spraying current of 180-200A, a spraying voltage of 32V, a spraying air pressure of 0.6MP, and a spraying distance of 150mm. The XRD pattern of Coating II is shown in figure 1 , there are obvious amorphous diffraction packets in the 3...
Embodiment 3
[0022] Take 550 grams of ferroboron powder; 20 grams of ferromanganese powder; 60 grams of ferrosilicon powder; 150 grams of chromium powder; 140 grams of ferromolybdenum powder; 65 grams of chromium carbide powder; mixed rare earth: 15 grams. The various powders taken were put into the powder mixer and mixed for 10 minutes. Select the 304L stainless steel strip with a thickness of 0.3 mm × width 10 mm, first roll it into a U shape, then add the mixed powder into the U-shaped 304L stainless steel strip groove, and the filling rate is 38%. Close the U-shaped groove, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. Coating III was prepared on the Q235 substrate by arc spraying technology, spraying current 180-200A, spraying voltage 32V, spraying air pressure 0.6MP, spraying distance 180mm. The XRD pattern of Coating III is shown in figure 1 , there are obvious amorphous diffraction packets in the 30°~60° area in the figure. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More