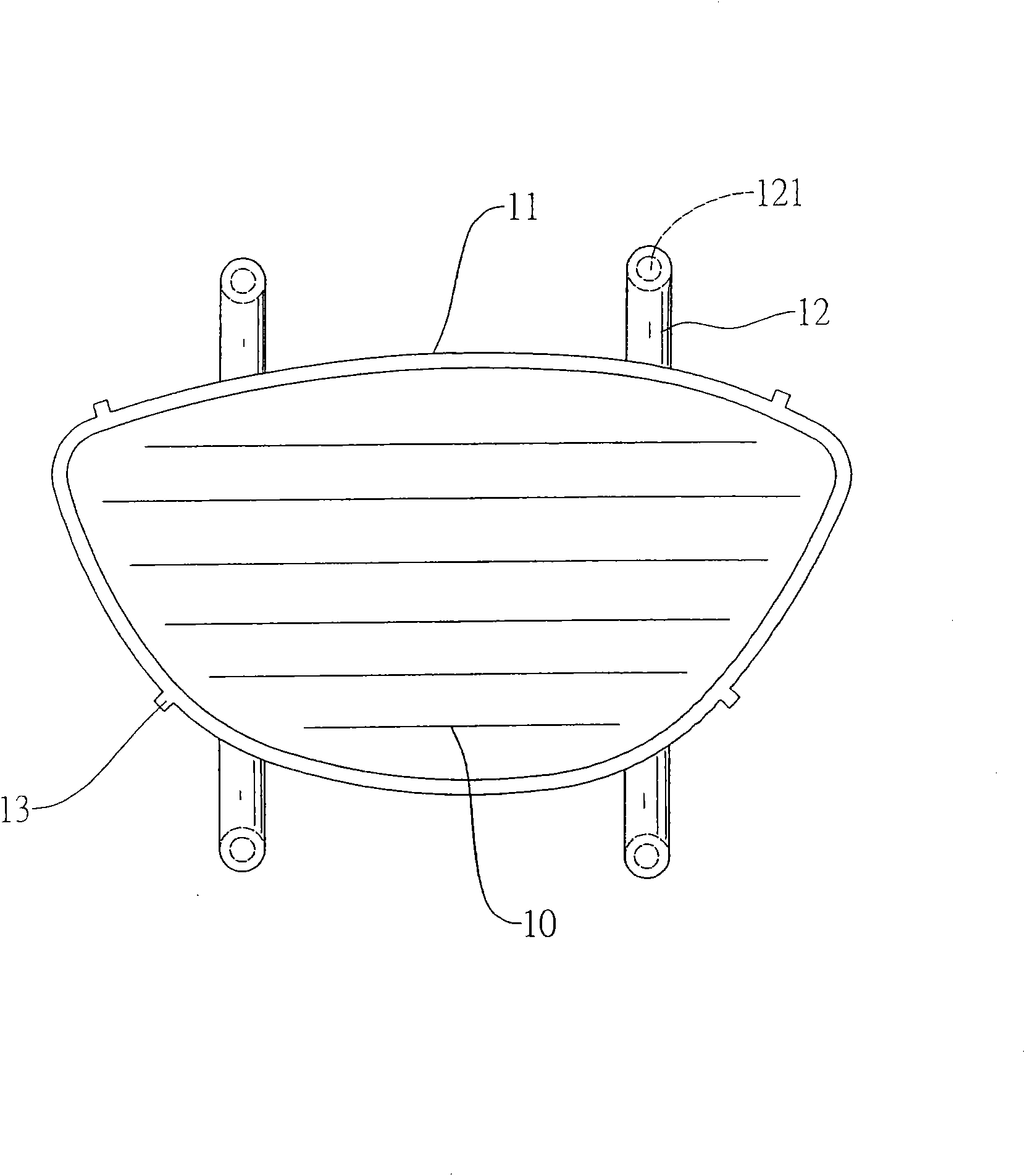
[0004] see also Figure 11 , 12 As shown, it is an embodiment of making a batting panel installed on the ball head body. This embodiment is used to make a batting panel with a thickness of equal thickness (for example: thickness 3mm). And the flat plate 40 is formed with a
punching machine and a molding die, that is, the plate 40 is punched with a
punching machine to form the shape of the batting panel 41. The aforementioned
punching method can also be changed to
laser cutting, and the accuracy It is relatively high and the loss of edge material 42 is less, but the
cutting cost is more expensive. Finally, with the cooperation of the
hydraulic press and the forming mold 50 with a
radian structure, the aforementioned batting panel 41 is placed in the mold cavity 51 of the forming mold 50 and then processed. Extruded into a board with a specific
radian and shape;
[0005] This kind of manufacturing and processing method of the batting face plate 41 also has the cost of material loss that must be
cut off and the edge material 42 is sold as
scrap. In addition,
stamping processing,
laser cutting or hydraulic processing are used in combination with forming molds, etc.
Processing costs, therefore, the production of this batting panel still has its disadvantages
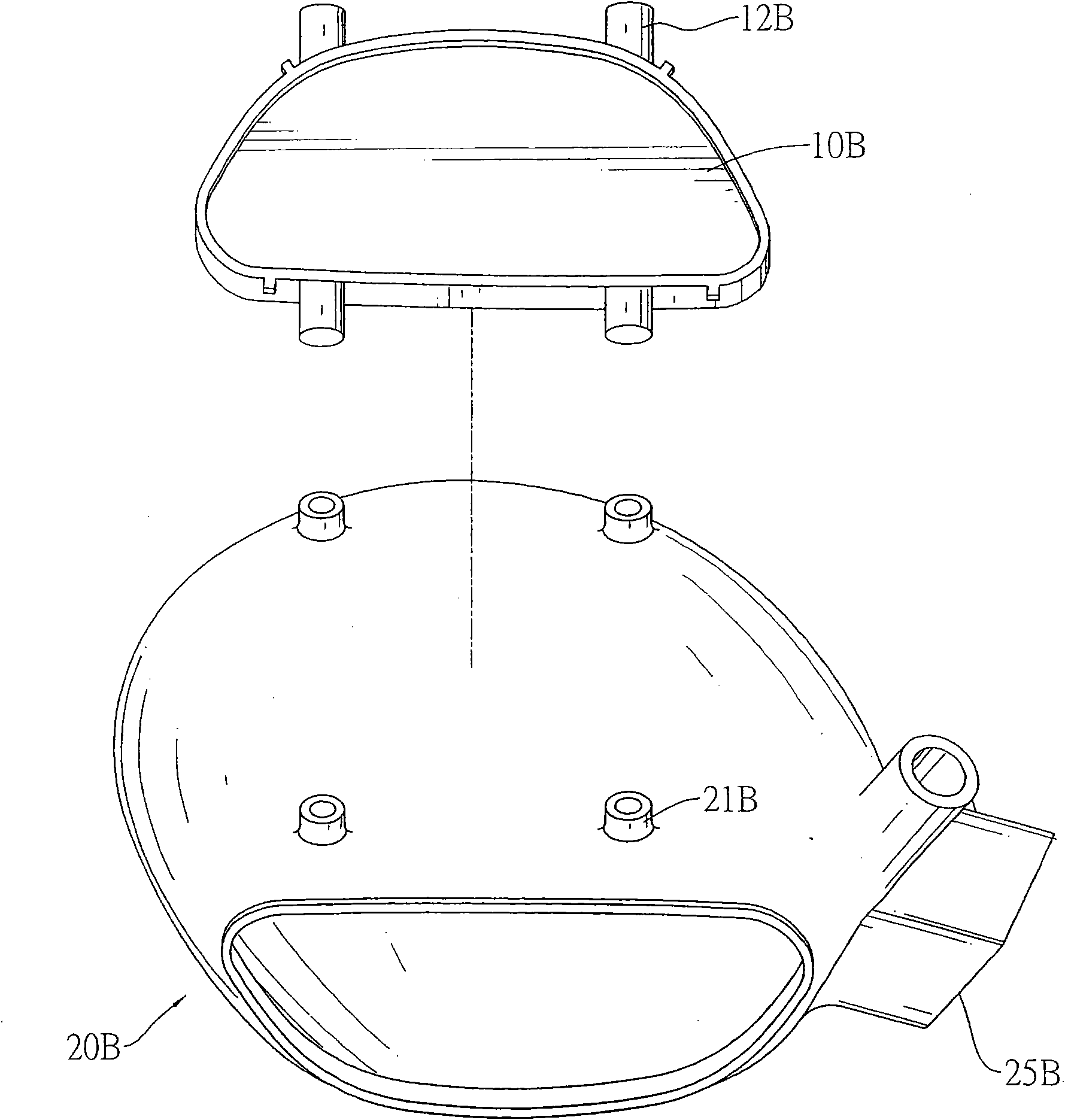
[0006] see also Figure 13-15 Another embodiment shown is used to manufacture a batting panel with a reinforcing rib structure, and has a plate 60 that is thicker than the aforementioned equal-thickness plate 40 and is flat and flat (for example: a thickness of 4.2 mm), The area of the plate 60 is larger than the area of the batting faceplate to be formed, and the plate 60 is milled with a
CNC milling machine to form different thickness distributions on the plate 60, and the thickness of some positions is thinner outside the hitting faceplate 62. type, and any reinforcing rib 63 with different height distribution is formed in its center, and a circular and cross-shaped reinforcing rib 63 is the best embodiment. After completion, the semi-finished product is matched with a punching die by a punching machine and cutting to punch out the shape of the batting face plate 62, and sell the side material 61 of the excess material as
scrap. The aforementioned punching method can also be changed to
laser cutting, which has a higher precision and less loss of the side material 61, but the cutting cost More expensive, and finally further cooperate with the hydraulic machine and the forming mold 50A with a specific
radian, through the mutual cooperation of the two, the batting panel 62 placed in the mold cavity 51A is formed to have the designed specific radian and appearance;
[0007] The making of this kind of batting panel 62 will use expensive CNC
machine tool processing, thereby causing expensive processing costs, and another plate 60 with the aforementioned certain thickness (4.2mm) will be milled and removed and the thicker edge material will be used as waste. The cost of material loss due to sales, etc., and the use of hydraulic presses and molding molds have disadvantages such as increased mold costs and costs.
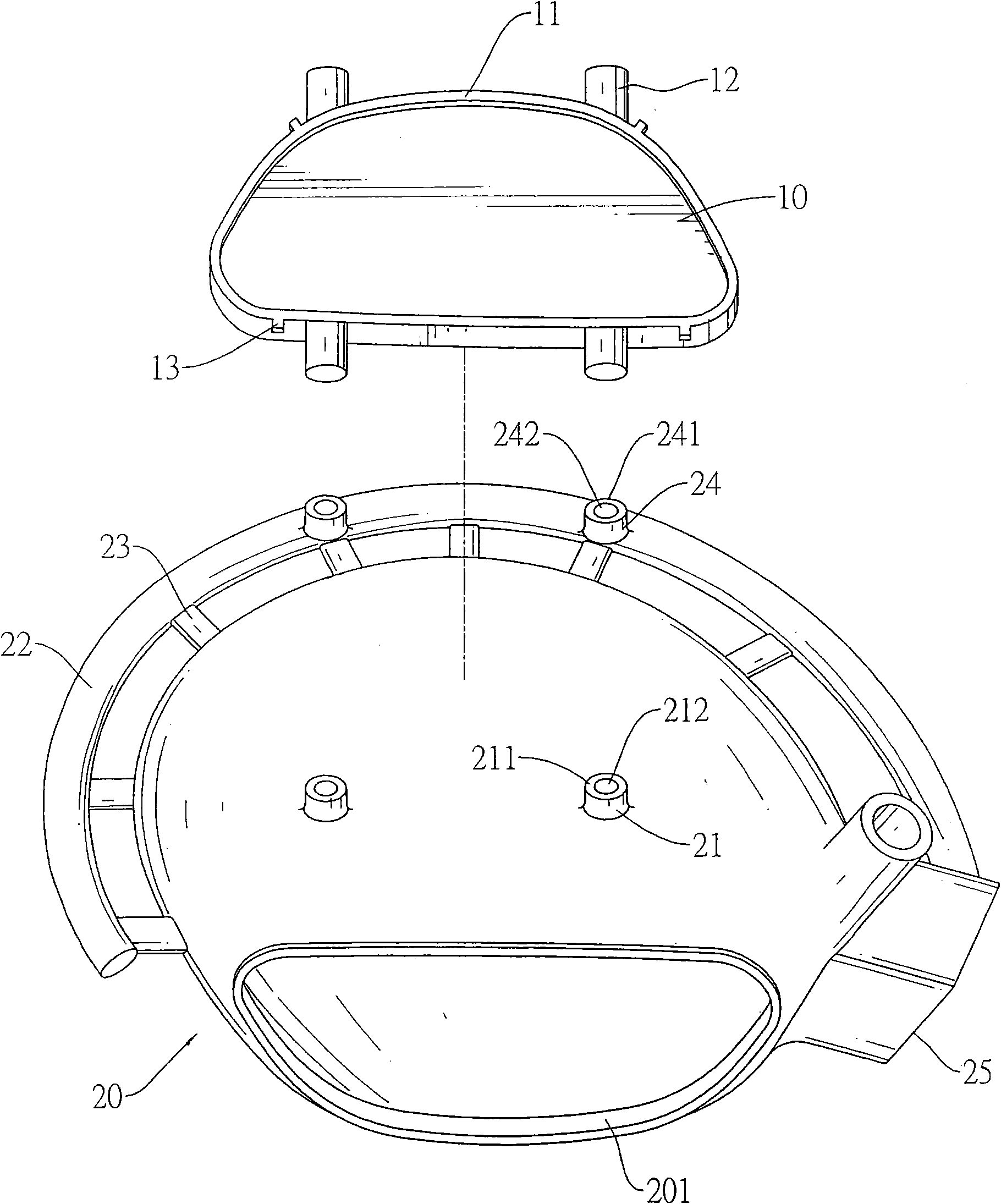
[0008] From the above, we can understand that in the production of ball heads in the prior art, the ball head body and the batting face plate must be made separately, so molds must be used to form wax patterns, and then the ball head is made by
precision casting and molding. The main body, in addition, cooperates with the processing machine to process a flat plate into a hitting panel with a certain curvature. The aforementioned hitting panel is also the same if it has a rib structure. Finally, the two are combined and fixed. The production process of the head is relatively complicated and costly
[0009] see also Figure 17 As shown, because the mold cavity 51 of the mold 50 is extruded to form a ball hitting panel 41 with a specific radian and shape, the angle between the plate surface 411 and the
peripheral surface 412 is less than ninety degrees, so that when the ball hitting panel After 41 is placed in the opening 71, a surrounding gap B will be formed between the hole
edge surface of the opening 71 and the
peripheral surface 412, so that more
welding materials must be consumed when the
welding technology is used to join the place, and the The large
stress concentration caused by
welding causes the
bonding strength to be affected to a certain extent and has problems such as reduction.



 Login to View More
Login to View More  Login to View More
Login to View More