Machining method of steel mould cavity
A processing method and model technology, applied in the direction of processing electrodes, electric processing equipment, metal processing equipment, etc., can solve the problems of slow EDM processing speed, difficult to guarantee processing accuracy, loss of tool electrodes, etc., and achieve good electrolysis effect, Low cost, cost reduction effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0058] The present invention will be described in detail below in conjunction with a specific embodiment, but the present invention is not limited to this embodiment.
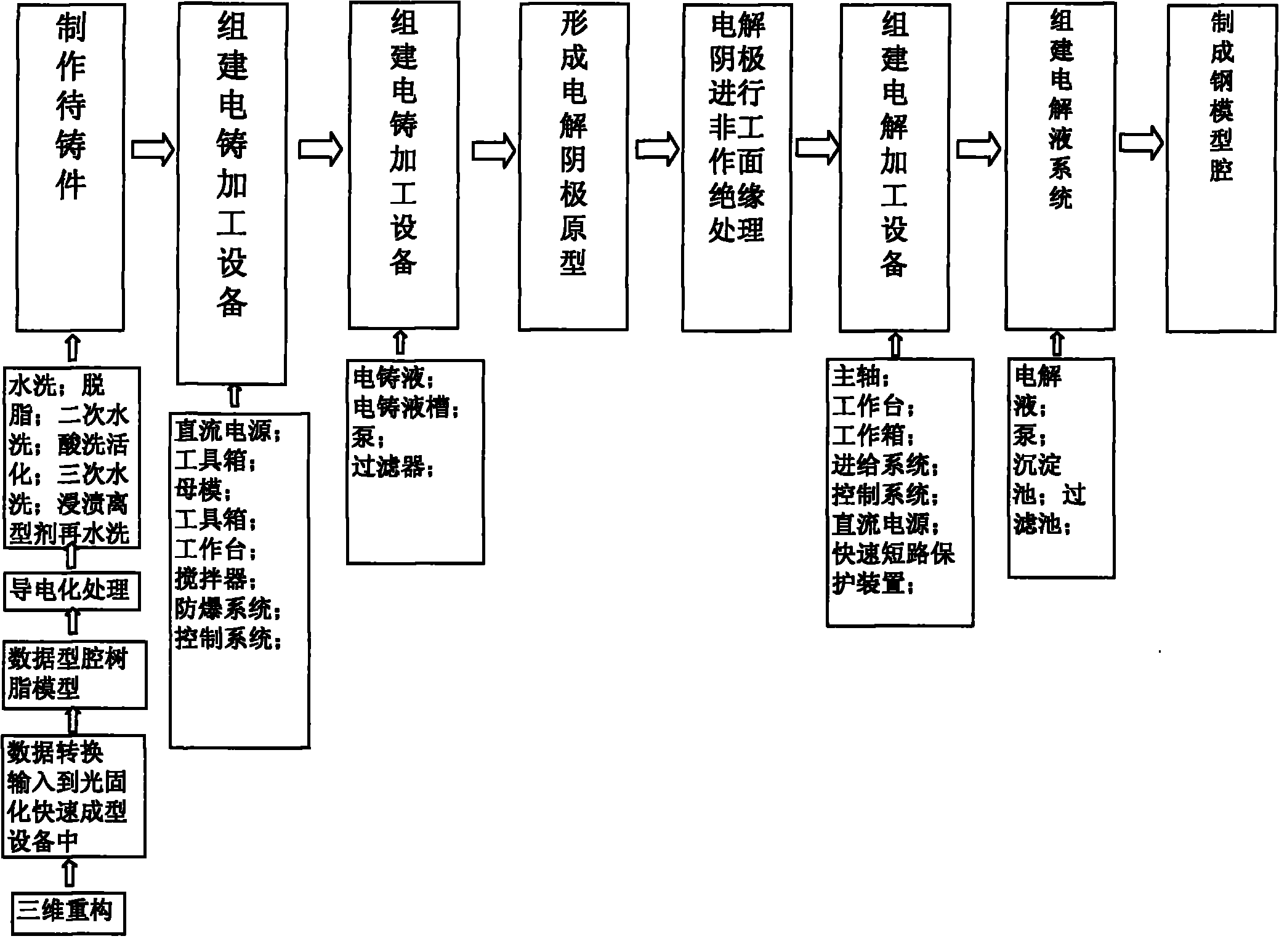
[0059] Taking the processing of stamping dies for aircraft panels as an example, the processing steps are as follows:
[0060] 1) Make the parts to be cast:
[0061] a. Use CAD drawing software to realize the three-dimensional reconstruction of the mold cavity;
[0062] b. Convert the above three-dimensional reconstructed entity data into an STL format file, and generate the default format file of the light-curing rapid prototyping equipment through Rpdata software layered slice processing, and input it into the light-curing rapid prototyping equipment;
[0063]The STL format file is a standard file type used in the rapid prototyping system, such as a common TXT file.
[0064] c. The photocuring rapid prototyping equipment receives the input instruction and manufactures the resin prototype of the required mol...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com